Wir werden hochwertige Metallwerkstoffe auswählen, diese einer notwendigen Vorbehandlung unterziehen und anschließend geeignete Schmiedeverfahren und Temperaturkontrollen entwickeln, um Fehler in den Schmiedeteilen (wie z. B. nichtmetallische Einschlüsse, Oberflächenfalten, Risse, Überlappungen, Zundergruben usw.) sowie Materialverschwendung zu reduzieren.
Verschiedene Schmiedeverfahren
Maßgenauigkeit: innerhalb von ±0,05 mm (±0,00197 Zoll)
Kosteneffizienz für die Großserienproduktion
Vielseitigkeit in Design und Materialauswahl
Schnelle Prototypenentwicklung innerhalb von 7 Tagen
Warm-, Heiß- und Kaltumformung unterscheiden sich durch jeweils spezifische Temperaturbereiche und eignen sich für unterschiedliche Anwendungen in verschiedenen Branchen und bei verschiedenen Bauteilen.
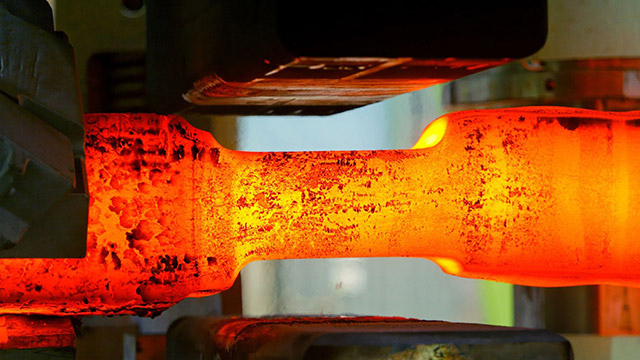
Warmumformung
Das Metall wird auf über 1.150 °C (2.100 °F) erhitzt und anschließend mithilfe von Hochdruckmaschinen geformt.
Ermöglicht eine einfachere Formgebung, eine verfeinerte Kornstruktur und verbesserte Eigenschaften.
Geeignet für alle Schmiedeverfahren.
Ideal geeignet für Automobil-, Luft- und Raumfahrt-, Maschinenbau- und Strukturbauteile.
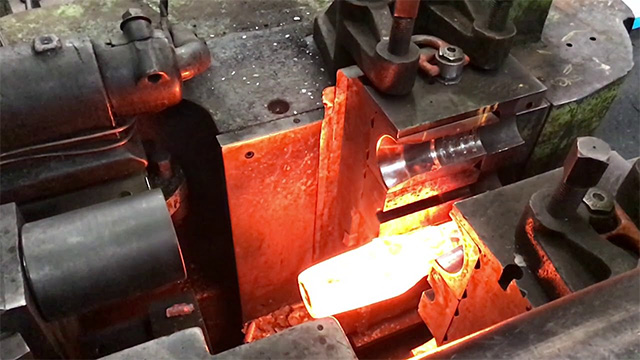
Um den unterschiedlichsten Schmiedeanforderungen gerecht zu werden, nutzen unsere Metallschmiededienste spezialisierte Ausrüstung, darunter Schmiedehämmer, Fallhämmer, Pressen, Walzen, Ringwalzmaschinen und Stauchschmiedeverfahren.
Hammerschmieden
Das Metall wird durch wiederholte Hammerschläge in die gewünschte Form gebracht.
Perfekt geeignet für die Erstellung komplexer Formen mit exakten Abmessungen.
Wird für hochfeste Werkzeuge, Landwirtschaftsgeräte und Hardwarekomponenten verwendet.
Unsere Metallschmiededienstleistungen konzentrieren sich auch auf die Gesenkgestaltung und nutzen sowohl offene als auch geschlossene Gesenkverfahren, um präzise und qualitativ hochwertige Ergebnisse zu erzielen.
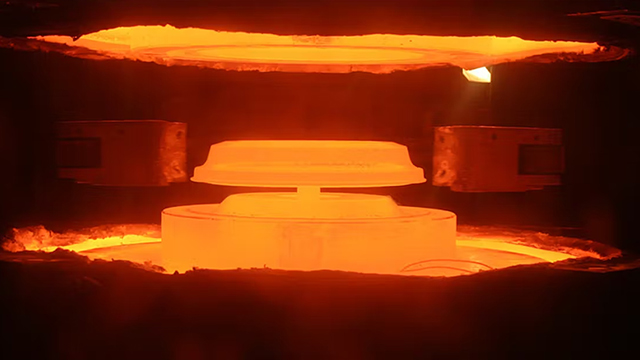
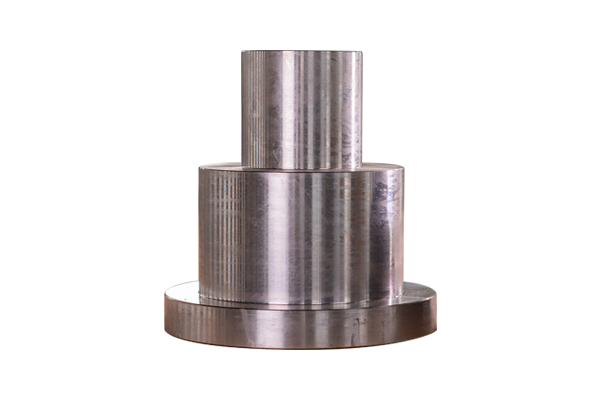
Freiformschmieden
Das Metall wird mithilfe von Matrizen geformt, die es nicht vollständig umschließen.
Es werden einfache, flache oder leicht konturierte Stanzwerkzeuge verwendet.
Typischerweise für große Bauteile wie Wellen, Ringe und Scheiben.
Häufig in den Bereichen Energieerzeugung, Schiffbau und Luft- und Raumfahrt anzutreffen.
Das Stauchen, Prägen, Strangpressen und isotherme Schmieden sind spezialisierte Techniken, die in unseren Schmiededienstleistungen enthalten sind, um präzise und qualitativ hochwertige Anforderungen zu erfüllen.
Stauchen
Es komprimiert die Länge des Werkstücks, um dessen Durchmesser zu vergrößern.
Produziert Teile mit dickeren Querschnitten.
Wird üblicherweise für Bolzen, Schrauben und Befestigungselemente verwendet.
Anwendungsbereiche in der Automobilindustrie, im Baugewerbe und im Maschinenbau.
Erfahren Sie mehr über die wichtigsten Materialien für die Herstellung von Schmiedeteilen, die aufgrund ihrer Festigkeit, Haltbarkeit und Eignung für verschiedene industrielle Anwendungen ausgewählt werden.
Das Metallschmieden ist ein integraler Bestandteil der Luft- und Raumfahrt-, Automobil- und Industriesektoren usw. und liefert hochfeste Bauteile, die für vielfältige Anwendungen unerlässlich sind.
Aircraft Forging
Ships Forgings
Diesel Engines Forgings
Weapons Forgings
Mining Equipment Forgings
Nuclear Power Forgings
Petrochemical Forgings
Pressure Capacity Forgings
Beliebte Fragen
Welche Materialien können beim Freiformschmieden verwendet werden?
Zu den gängigen Materialien gehören Titan, Aluminium, Kohlenstoffstahl, legierter Stahl, Edelstahl und andere hochfeste Legierungen, die für eine Vielzahl von Industrieanwendungen geeignet sind.
Können Warm- und Kaltumformung in einem Fertigungsprozess kombiniert werden?
Ja, einige Fertigungsverfahren kombinieren Warm- und Kaltumformung, um die Vorteile beider Methoden zu nutzen. Die Warmumformung wird verwendet, um die anfängliche Form zu erzeugen, gefolgt von der Kaltumformung, um die mechanischen Eigenschaften und die Oberflächenbeschaffenheit des Bauteils zu verbessern.
Worin unterscheiden sich das offene und das geschlossene Schmiedeverfahren voneinander?
Beim Freiformschmieden, auch als Gesenkschmieden mit offenen Gesenken bezeichnet, wird Metall zwischen mehreren Gesenken geformt, die das Material nicht vollständig umschließen. Das Gesenkschmieden mit geschlossenen Gesenken ermöglicht die Herstellung komplexerer und präziserer Formen, indem das Metall vollständig von den Gesenken umschlossen wird.
Lässt sich das Flachgesenkschmieden automatisieren?
Absolut, Robotik und hochentwickelte Maschinen können zur Automatisierung des Flachgesenkschmiedens eingesetzt werden. Die Automatisierung eignet sich hervorragend für die Massenfertigung, da sie die Produktionseffizienz, die Gleichmäßigkeit und die Präzision erhöht.
Welche typischen Anwendungsbereiche gibt es für das Kaltumformen von Messing?
Absolut, Robotik und hochentwickelte Maschinen können zur Automatisierung des Flachgesenkschmiedens eingesetzt werden. Die Automatisierung eignet sich hervorragend für die Massenfertigung, da sie die Produktionseffizienz, die Gleichmäßigkeit und die Präzision erhöht.
Worin besteht der Hauptunterschied zwischen Stanzschmieden und Gesenkschmieden?
Beim Stanzschmieden geht es in erster Linie um das präzise Schneiden und Formen von flachen Metallblechen, während sich das Gesenkschmieden auf die Verringerung des Durchmessers und die Erzeugung spezifischer Profile in zylindrischen oder rohrförmigen Werkstücken durch radiale Kompression konzentriert.