Blechbiegeservice
- Das Biegen von Blechen ist ein wesentlicher Prozess in der Metallverarbeitung. Ziel ist es, die Geometrie des Blechs durch Krafteinwirkung zu verändern und so winklige oder gekrümmte Formen zu erzeugen.
- Wir sind spezialisiert auf das Biegen von Blechen und Platten in V-, U-, Z- und kundenspezifische Formen unter Verwendung einer Reihe fortschrittlicher Biegetechniken mit minimierter Rückfederung und optimiertem Biegeradius.
- Verschiedene Biegetechniken
- Strenge Qualitätskontrollprozesse
- Maximale Biegedicke: 60 mm
- Maximale Biegekapazität: 1000 Tonnen
- Lineare Toleranz: ±0,01 Zoll (0,25 mm)
- Winkeltoleranz von ±1 Grad
- Genaue Berechnung der Biegezugabe
- Kundenspezifische Biegelösung
Unsere Biegewerkzeuge

Abkantpresse
- Eine Maschine, die zum Biegen von Blechen mit hoher Präzision verwendet wird.
- Es übt mithilfe einer Matrizen- und Stempelvorrichtung Kraft aus, um Biegungen in verschiedenen Winkeln zu erzeugen.
- Sie ist in der Lage, dicke Metallbleche zu biegen, typischerweise in einem Bereich von bis zu 12 mm oder mehr.

Rollenbiegemaschine
- Eine Maschine, die mithilfe von rotierenden Walzen Metallbleche schrittweise zu Kurven oder Zylindern biegt.
- Wird zum Erzeugen von Biegungen mit großem Radius und zum Biegen von dünnen bis mitteldicken Blechen verwendet.
- Wird üblicherweise zum Biegen von Rohren, Schläuchen oder Spulen verwendet.

Handbiegemaschine
- Ein tragbares Werkzeug für schnelle Biegungen mit kleinem Radius.
- Sie wird typischerweise für leichte Biegearbeiten an dünneren Materialien verwendet und manuell bedient.
- Wird häufig in architektonischen Bauteilen, Dekorplatten und Strukturelementen verwendet.
Unsere Biegetechniken

Luftbiegen
- Der Stempel berührt nicht den Boden der Matrize, wodurch ein leichtes Zurückfedern ermöglicht wird.
- Äußerst vielseitig einsetzbar, da mit denselben Werkzeugen unterschiedliche Biegewinkel erzielt werden können.
Bodenbiegung
- Der Stempel drückt das Blech mit minimaler Rückfederung in den Boden der Matrize.
- Ermöglicht präzise und gleichmäßige Biegungen mit einer genaueren Winkelkontrolle als beim Freibiegen.

Saumverbiegung
- Das Blech wird entweder vollständig oder teilweise umgefaltet, um einen Saum zu bilden.
- Ideal zum Erzeugen glatter Kanten, zur Verbesserung der Festigkeit und zur Erhöhung der Sicherheit.

Biegen mit großem Radius
- Ermöglicht die Herstellung größerer Kurven oder Radien als herkömmliche Biegeverfahren.
- Ideal für Anwendungen, die weichere Kurven erfordern oder bei der Bearbeitung dickerer Metalle.
Formen, die wir biegen können

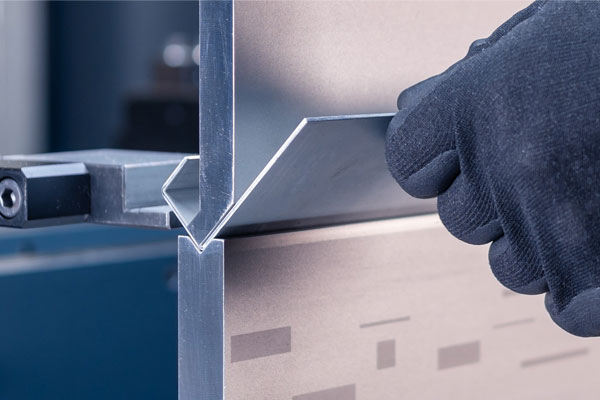
V-Biegen
- Das Blech wird in die Matrize gepresst, wodurch eine präzise V-Form entsteht.
- Hohe Präzision und Wiederholgenauigkeit.
- Wird üblicherweise zur Herstellung von Halterungen, Profilen und verschiedenen Gehäusen verwendet.

U-Biegen
- Das Blech wird über eine U-förmige Matrize gebogen, um diese Form zu erzielen.
- Gewährleistet einen gleichmäßigen Biegeradius.
- Wird häufig bei der Herstellung von Teilen verwendet, die eine hohe strukturelle Integrität erfordern.
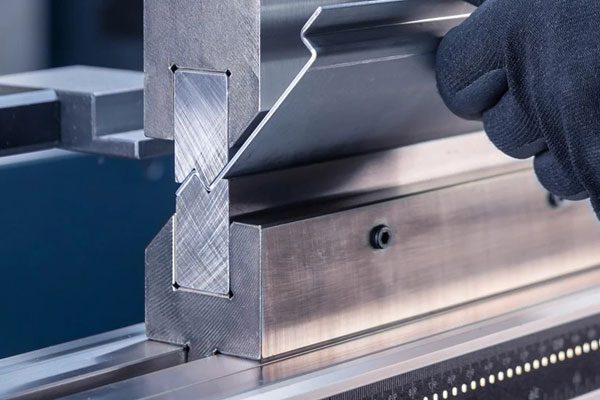
Z-Biegung
- Das Blech wird in einem Zickzackmuster gebogen, wodurch eine Z-Form entsteht.
- Ermöglicht mehrere Biegungen.
- Wird häufig in architektonischen Bauteilen, Dekorplatten und Strukturelementen verwendet.
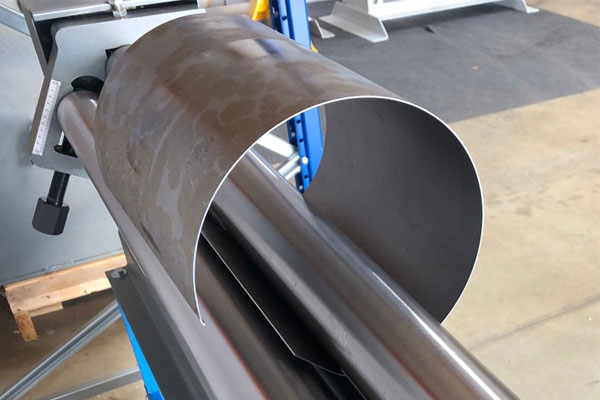
Rollenbiegen
- Das Blech wird durch Walzen geführt, um eine gekrümmte Form zu erzielen.
- Ideal für die Herstellung von Biegungen mit großem Radius.
- Wird häufig bei der Herstellung von zylindrischen Formen, Rohren und gebogenen Platten verwendet.
Unsere Biegequalitätskontrollen
Dickenkonsistenz
Stellen Sie sicher, dass die Materialstärke während des gesamten Biegeprozesses konstant bleibt, insbesondere in den Biegebereichen, wo Verformungen auftreten können.

Winkel- und Radiusprüfung
Stellen Sie mithilfe von Winkelmessgeräten sicher, dass der Biegewinkel dem vorgegebenen Winkel entspricht, und dass der Biegeradius die Spezifikationen einhält, um Rissbildung oder Schwächung des Materials zu vermeiden.

Rückfederungskompensation
Berechnung und Kompensation des Rückfederungseffekts während des Biegeprozesses, um sicherzustellen, dass die endgültige Form den gewünschten Formen und Abmessungen entspricht.
Gängige Materialien zum Biegen
Aluminium | 5052 | 5083 | 6061 | 7075 |
Edelstahl | 301 | 304 | 316/316L | |
Messing | C27400 | C28000 | C36000 | |
Kupfer | C101 | C103 | C110 |
Genaue Berechnung der Biegezugabe
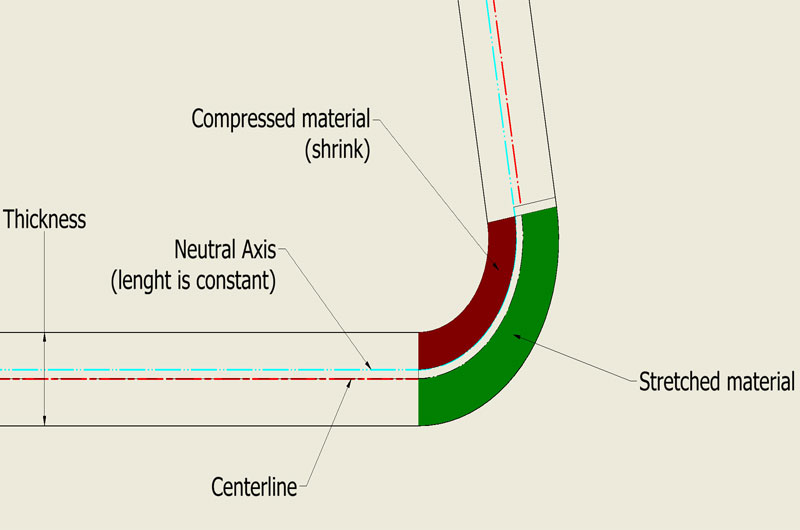
- Die Formel für die Biegezugabe von Blechen wird verwendet, um die Länge des benötigten Flachmaterials zu berechnen, um eine Biegung mit einem bestimmten Radius zu erzeugen.
- Die Biegezugabe berücksichtigt die Dehnung, die während des Biegens auftritt, was für die Bestimmung der Rohlinggröße vor dem Biegen entscheidend ist.
Die Formel für die Biegezugabe lautet π/180 × A × (R + K × T).
- π = 3.14159
- R = Biegeradius (der innere Radius der Biegung)
- T = Dicke des Materials
- A = Biegewinkel in Grad
- K = K-factor (A ratio that accounts for how much material stretches. It's typically between 0.3 and 0.5.)
- Beispiel: Bei einem Biegewinkel von 90°, einer Materialstärke von 2 mm, einem Biegeradius von 5 mm und einem K-Faktor von 0,4 beträgt die Biegelänge BA = 3,14159/180 × 90 × (5 + 0,4 × 2) = 9,11 mm.