
En soudage, le choix de l’électrode appropriée est essentiel pour obtenir des soudures solides, propres et sans défaut. Chaque type de métal possède des propriétés chimiques et physiques uniques qui nécessitent des caractéristiques spécifiques pour garantir une bonne adhérence. Le choix d’une électrode inadaptée peut entraîner une mauvaise pénétration, des fissures, voire une rupture complète de la soudure.
Dans cet article, nous allons voir comment choisir l’électrode de soudage adaptée à différents métaux, en tenant compte de facteurs tels que le type de métal, l’épaisseur, la position et les caractéristiques souhaitées pour la soudure.
Comprendre les électrodes de soudage
Les électrodes de soudage, ou baguettes de soudage, ont deux fonctions principales :
- Conduire le courant pour générer l’arc qui fait fondre l’électrode et la pièce à souder.
- Ajouter un matériau d’apport au bain de fusion pour aider à fusionner les métaux de base.
Les électrodes peuvent être classées en deux types :
- Les électrodes consommables (utilisées dans des procédés tels que le soudage à l’arc et le soudage MIG) qui fondent pendant le soudage.
- Les électrodes non consommables (utilisées dans le soudage TIG), qui ne fondent pas mais utilisent une baguette d’apport séparée.
Dans ce guide, nous nous concentrerons principalement sur les électrodes consommables utilisées dans le soudage à l’arc avec électrode enrobée (SMAW), ou soudage à l’arc avec électrode enrobée, l’une des méthodes les plus courantes pour souder une grande variété de métaux.

Facteurs clés dans le choix des électrodes
Avant d’aborder les différents types d’électrodes, il est important de prendre en compte quelques facteurs fondamentaux :
1. Type de métal de base
Chaque métal (par exemple, l’acier doux, l’acier inoxydable, l’aluminium, la fonte) possède des propriétés uniques telles que le point de fusion, la conductivité thermique et le comportement à l’oxydation. Ces propriétés influencent le choix des électrodes.
2. Épaisseur du métal
Les métaux plus épais nécessitent généralement un ampérage plus élevé et une pénétration plus profonde, ce qui implique l’utilisation d’une électrode de plus grand diamètre et d’un flux spécifique.
3. Position de soudage
Certaines électrodes offrent de meilleures performances en soudage vertical ou en hauteur, car elles permettent un meilleur contrôle des scories et une meilleure stabilité du bain de fusion.
4. Polarité et type de courant
Les électrodes sont conçues pour être utilisées avec du courant alternatif, du courant continu ou les deux. L’utilisation d’un type de courant inapproprié peut entraîner une instabilité de l’arc ou une mauvaise fusion.
5. Exigences mécaniques
La résistance à la traction, la ductilité et la ténacité de la soudure doivent correspondre aux exigences du travail (par exemple, structurel ou décoratif).
Électrodes courantes et leurs applications par type de métal
1. Acier doux (acier au carbone)
Électrodes recommandées :
- E6010 – Pénétration profonde, convient pour le soudage de tuyaux et les surfaces sales/rouillées.
- E6011 – Similaire à E6010, mais utilisable avec le courant alternatif. Idéal pour les réparations générales.
- E7018 – Électrode à faible teneur en hydrogène avec un arc lisse, un minimum de projections et une excellente résistance. Parfaite pour les travaux de structure.
Conseil de sélection :
Utilisez les électrodes E6010/E6011 pour les passes de fond et E7018 pour les passes de finition ou les applications où la résistance est essentielle.
2. Acier inoxydable
Électrodes recommandées :
- E308L-16 – Courante pour l’acier inoxydable 304. Faible teneur en carbone pour éviter la précipitation de carbure.
- E309L-16 – Utilisée pour le soudage de l’acier inoxydable à l’acier au carbone.
- E308L-16 – Utilisées pour l’acier inoxydable 316, en particulier dans les environnements corrosifs.
Conseil de sélection :
Assortissez l’alliage de l’électrode au métal de base inoxydable. Utilisez des versions à faible teneur en carbone (indiquées par « L ») pour réduire la corrosion intergranulaire.
3. Aluminium
L’aluminium est généralement soudé à l’aide du procédé TIG ou MIG, et non à l’arc, en raison de son oxydation et de la difficulté à contrôler l’arc.
Électrode TIG :
- Utilisez du tungstène thorié à 2 % (EWTh-2) pour le soudage à courant continu.
- Utilisez du tungstène pur (EWP) ou du tungstène zirconié (EWZr) pour le soudage à courant alternatif.
Métal d’apport :
- Les baguettes d’apport en aluminium courantes sont les ER4045, ER5356 et ER4043.
Conseil de sélection :
Nettoyez toujours la surface de l’aluminium avant le soudage afin d’éliminer toute trace d’oxyde. Pour obtenir les meilleurs résultats, choisissez un courant alternatif avec démarrage à haute fréquence.
4. Fonte
La fonte est fragile et difficile à souder. Un préchauffage et un refroidissement lent sont généralement nécessaires.
Électrodes recommandées :
- Électrodes à base de nickel (ENi-CI, ENiFe-CI) – Bonnes pour l’usinabilité et la réduction des fissures.
- Électrodes à âme en acier – Moins coûteuses, mais plus sujettes à la fissuration et plus difficiles à usiner.
Conseil de sélection :
Utilisez ENiFe-CI pour les applications à haute résistance. Respectez toujours les techniques de refroidissement lent et de martelage.
5. Acier galvanisé
Les revêtements galvanisés émettent des fumées toxiques, il est donc essentiel de prendre des précautions de sécurité.
Électrodes recommandées :
- E6011 ou E6010 – Leur arc agressif peut brûler le revêtement de zinc.
Conseil de sélection :
Meulez la couche galvanisée près de la zone de soudure lorsque cela est possible. Utilisez une ventilation adéquate.
6. Acier à haute résistance et faiblement allié (HSLA)
Ces aciers offrent résistance et ténacité, mais nécessitent des électrodes compatibles pour éviter les soudures fragiles.
Électrodes recommandées :
- E7018-A1, E8018-C1 – Conçues pour les aciers alliés avec une résistance et une ténacité à l’entaille accrues.
Conseil de sélection :
Faites correspondre la résistance à la traction de l’électrode à celle du métal de base. Préchauffez si nécessaire.
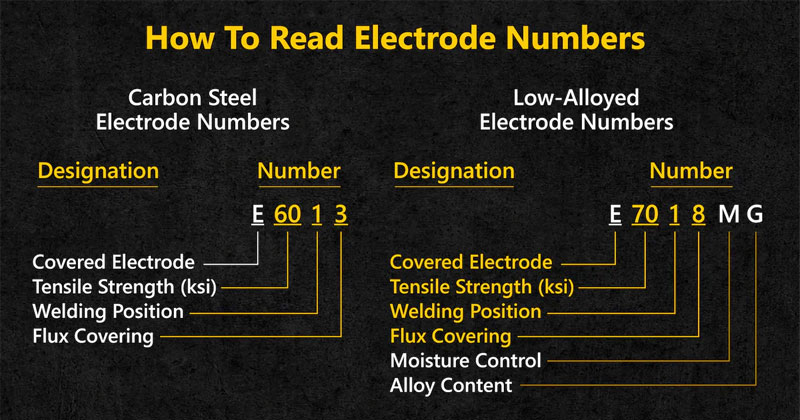
Système de codification des électrodes (AWS)
L’American Welding Society (AWS) classe les électrodes à l’aide d’un code standard :
Exemple : E7018
- E : électrode
- 70 : résistance à la traction minimale (70 000 psi)
- 1 : position de soudage (1 = toutes les positions)
- 8 : type de revêtement de flux et courant
La compréhension de ce système facilite la comparaison et la sélection des électrodes adaptées à chaque projet.
Stockage et manipulation des électrodes
L’humidité peut endommager les électrodes à faible teneur en hydrogène telles que l’E7018, entraînant des fissures induites par l’hydrogène.
Conseils
- Stockez les électrodes dans un environnement sec.
- Utilisez des fours à tiges pour conserver les tiges E7018 à une température comprise entre 120 et 150 °C (250 et 300 °F).
- Évitez de toucher les électrodes à mains nues afin d’éviter toute contamination.
Tableau récapitulatif
| Type de métal | Électrodes recommandées | Remarques |
|---|---|---|
| Acier doux | E6010, E6011, E7018 | Choisissez en fonction de la position et des besoins en matière de résistance |
| Acier inoxydable | E308L-16, E309L-16, E316L-16 | Adapter l’alliage de l’électrode au métal de base |
| Aluminium | TIG : ER4045, ER5356 + tungstène pur | Utilisez du courant alternatif, nettoyez soigneusement |
| Fonte | ENi-CI, ENiFe-CI | Préchauffer et refroidir lentement pour réduire les fissures |
| Acier galvanisé | E6010, E6011 | Enlever le revêtement de zinc si possible |
| Acier HSLA | E7018-A1, E8018-C1 | Assurez-vous que la résistance à la traction correspond, préchauffez si nécessaire |