Le soudage TIG (Tungsten Inert Gas) est apprécié pour sa précision et son contrôle, en particulier lors du soudage de métaux non ferreux tels que le cuivre et le laiton. Cependant, ces matériaux posent des défis particuliers en raison de leur conductivité thermique élevée et de leur sensibilité à la contamination.
Ce guide explique comment souder efficacement le cuivre et le laiton au TIG, en abordant les obstacles courants, les étapes de préparation, la configuration du soudage, le choix des métaux d’apport et les techniques essentielles.
Comprendre les défis du soudage TIG du cuivre et du laiton
Le cuivre et le laiton sont tous deux d’excellents conducteurs de chaleur et d’électricité, ce qui constitue un avantage dans de nombreuses applications, mais un défi dans le soudage TIG.
1. Haute conductivité thermique
Le cuivre et le laiton dissipent rapidement la chaleur, ce qui signifie que vous aurez besoin d’un ampérage plus élevé pour maintenir un arc stable et obtenir une pénétration complète. Sans un apport de chaleur suffisant, la soudure risque de ne pas fusionner correctement.
2. Oxydation et contamination
Ces deux métaux s’oxydent rapidement, en particulier le cuivre. Les contaminants tels que l’huile, la saleté ou les oxydes peuvent affaiblir la qualité de la soudure et provoquer des porosités ou des fissures. Le laiton contient également du zinc, qui peut se vaporiser pendant le soudage, produisant des fumées toxiques et rendant le processus plus difficile.
3. Déformation et fissuration
En raison de la chaleur élevée requise, les pièces peuvent se déformer facilement. Le laiton, en particulier, est susceptible de se fissurer s’il est surchauffé, surtout lorsque le zinc commence à s’évaporer.
4. Risque lié aux fumées (pour le laiton)
Le zinc présent dans le laiton présente un risque pour la santé pendant le soudage. L’inhalation de fumées de zinc peut provoquer une fièvre des fumées métalliques, une maladie grave à court terme. Une ventilation adéquate ou une extraction des fumées est essentielle.
Préparation du cuivre et du laiton pour le soudage TIG
La préparation est essentielle pour réussir le soudage TIG du cuivre et du laiton. Des surfaces propres permettent d’obtenir des soudures plus solides et plus fiables.
1. Nettoyage mécanique
Utilisez une brosse métallique en acier inoxydable, un disque abrasif ou une toile émeri pour éliminer les oxydes de surface, en particulier sur le cuivre. N’utilisez pas d’outils en acier au carbone, car ils pourraient introduire des contaminants dans le métal de base.
2. Dégraissage
Nettoyez soigneusement les surfaces à l’acétone ou à l’alcool pour éliminer les huiles, graisses et autres contaminants. Cette étape est cruciale pour réduire la porosité et obtenir un arc puissant.
3. Chanfreinage des bords (si nécessaire)
Pour les sections plus épaisses, chanfreinez les bords afin d’assurer une bonne pénétration et une fusion complète au niveau du joint. Une rainure en V est couramment utilisée.
4. Préchauffage (en particulier pour le cuivre)
Le préchauffage est souvent nécessaire pour contrer la conductivité thermique élevée du cuivre. Utilisez un chalumeau ou un four pour préchauffer le métal de base à une température comprise entre 150 et 315 °C (300 et 600 °F), en fonction de l’épaisseur.
5. Fixation
Fixez solidement les pièces à l’aide de pinces pour éviter tout mouvement, déformation ou rétrécissement. Utilisez des barres de renfort en cuivre pour soutenir la soudure si nécessaire.

Configuration pour soudage TIG
Une configuration correcte de la machine garantit la stabilité de l’arc et une pénétration suffisante.
1. Polarité
Utilisez le courant continu à électrode négative (DCEN). Ce réglage concentre la chaleur sur la pièce à souder, ce qui est nécessaire pour les métaux à haute conductivité thermique.
2. Réglages de l’ampérage
Utilisez un ampérage élevé, généralement compris entre 130 et 200 ampères ou plus, en fonction de l’épaisseur du matériau. Le cuivre peut nécessiter un ampérage plus élevé que le laiton.
3. Électrode en tungstène
- Type : 2 % thoriée (rouge) ou 2 % cériée (grise)
- Diamètre : 3/32 po (2,4 mm) ou plus pour les matériaux plus épais
- Pointe : affûtée en pointe pour un meilleur contrôle de l’arc
4. Gaz de protection
- L’argon à 100 % est la norme pour le soudage TIG du cuivre et du laiton.
- Débit de gaz : 15 à 25 CFH (pieds cubes par heure).
- Assurez un débit de gaz constant pour protéger le bain de fusion de l’oxydation.
5. Configuration de la torche
Utilisez une torche refroidie à l’eau si vous soudez à haute intensité pendant de longues périodes. Les torches refroidies à l’air peuvent surchauffer lors du soudage de cuivre épais.
Sélection du métal d’apport
Le choix du métal d’apport approprié garantit une compatibilité métallurgique et une résistance de soudure adéquates.
Pour le cuivre :
- ERCu (cuivre désoxydé) :
- Idéal pour le soudage du cuivre pur. Il contient des désoxydants qui améliorent la fluidité du bain de fusion et réduisent la porosité.
- ERCuSi-A (bronze au silicium) :
- Couramment utilisé pour assembler le cuivre à d’autres métaux ou lorsque une résistance et une résistance à la corrosion accrues sont nécessaires.
Pour le laiton :
- Bronze au silicium (ERCuSi-A) :
- Le métal d’apport le plus couramment utilisé pour le laiton. Il minimise la combustion du zinc et assure un arc stable.
- Évitez d’utiliser des métaux d’apport en laiton :
- Les baguettes d’apport en laiton contiennent du zinc qui se vaporise pendant le soudage, augmentant ainsi la production de fumée et le risque de porosité.
Soudage de métaux dissemblables
Pour assembler du cuivre ou du laiton à de l’acier ou de l’acier inoxydable, le métal d’apport en bronze au silicium est généralement le plus approprié.
Technique de soudage
La maîtrise de la technique est la dernière étape pour obtenir des soudures solides et propres.
1. Préchauffez si nécessaire
Préchauffez toujours les pièces en cuivre épaisses pour éviter les démarrages à froid et assurer une bonne fusion.
2. Maintenez une longueur d’arc courte
Maintenez le tungstène à proximité (1/8″ ou moins) pour assurer la stabilité de l’arc. Un arc long peut provoquer une dérive de l’arc et une contamination.
3. Contrôler la vitesse d’avance
Soudez suffisamment lentement pour permettre une fusion correcte, mais suffisamment rapidement pour éviter une accumulation excessive de chaleur. Ajustez votre rythme en fonction de la fluidité du bain de fusion.
4. Utiliser un mouvement de va-et-vient (facultatif)
Pour les joints plus larges ou pour remplir une rainure, un léger mouvement de va-et-vient peut aider à contrôler la forme et la pénétration du cordon.
5. Ajouter le métal d’apport de manière uniforme
Insérez le métal d’apport à l’avant du bain de fusion pour une fusion optimale. Évitez de toucher le tungstène avec le métal d’apport afin d’éviter toute contamination.
6. Refroidissement après soudage
Laissez la pièce refroidir lentement. Pour le laiton, cela permet d’éviter les fissures dues à la contrainte thermique. Ne refroidissez pas avec de l’eau.
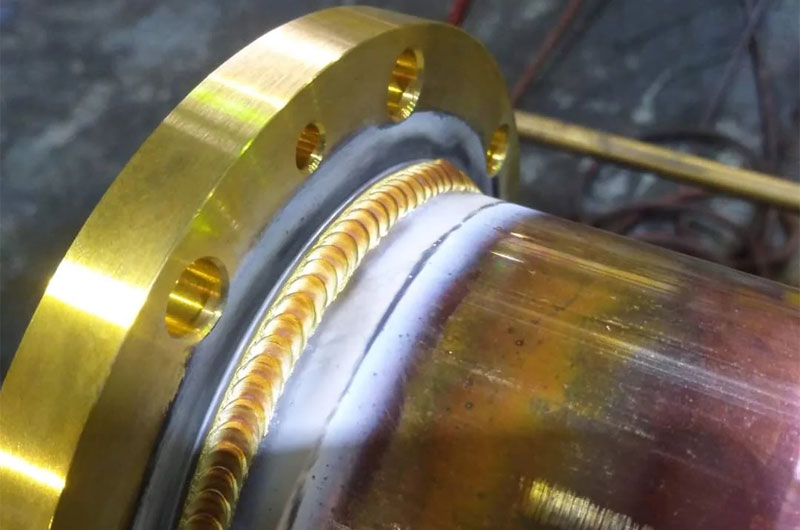
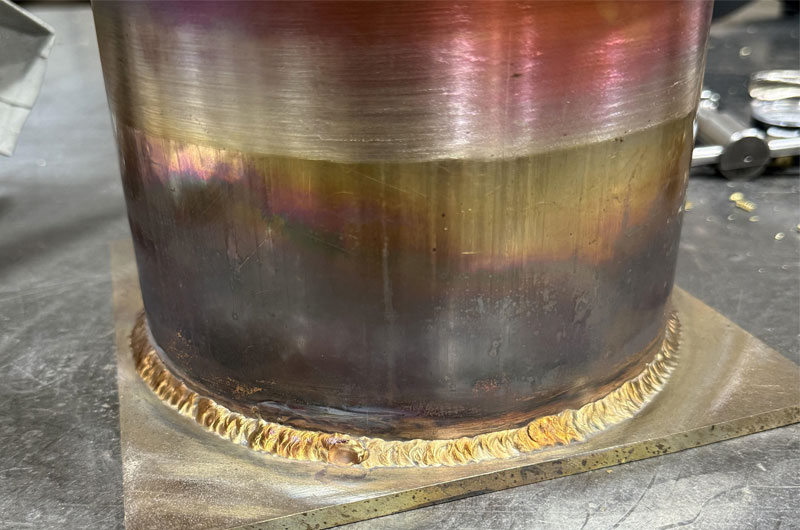
7. Inspectez la soudure
Recherchez la présence de porosité, de décoloration (indiquant une oxydation) et de fusion incomplète. Une soudure TIG correcte sur du cuivre ou du laiton doit être lisse, uniforme et légèrement convexe.