Parmi les différentes techniques utilisées dans le domaine du pliage de tôles, le pliage en Z occupe une place particulière en raison de sa polyvalence et de sa fonctionnalité.
Dans ce guide complet, nous examinerons en détail le pliage en Z des tôles, en abordant son processus, ses applications, l’outillage nécessaire, les considérations relatives à la conception et les conseils pour obtenir les meilleurs résultats.
Qu’est-ce que le pliage en Z de la tôle ?
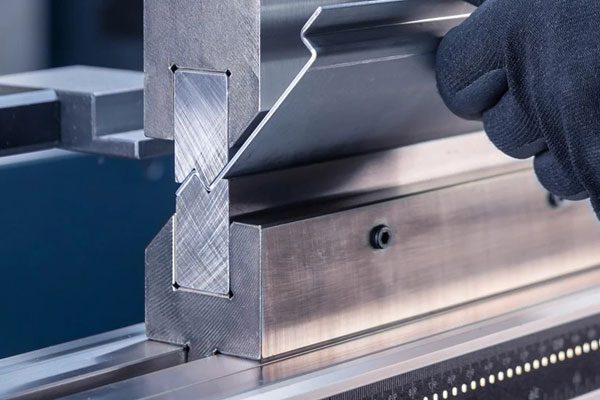
Le pliage en Z désigne une opération de pliage qui donne à la tôle un profil en forme de « Z ». Il s’agit de deux plis successifs dans des directions opposées, créant trois surfaces parallèles décalées les unes par rapport aux autres.
Contrairement aux plis simples en V ou en U, le pliage en Z permet de créer des profils en escalier. Ceux-ci sont couramment utilisés pour fabriquer des supports, des composants de montage, des renforts et des éléments de transition qui s’adaptent à différents plans sans nécessiter de soudure ou de pièces multiples.
Comment fonctionne le processus de pliage en Z ?
Le processus de pliage en Z comprend généralement deux opérations principales :
- Premier pli : la tôle est pliée à un angle spécifique (souvent 90 degrés) à l’aide d’un poinçon et d’une matrice.
- Deuxième pli : repositionnez la pièce et pliez-la dans la direction opposée pour former la forme en Z.
Dans les ateliers de tôlerie modernes, des presses plieuses CNC sont souvent utilisées pour automatiser et contrôler avec précision la séquence de pliage. Des matrices de pliage en Z spécialisées peuvent même former les deux plis en un seul passage pour les tôles minces, bien que la plupart des opérations standard nécessitent deux passages.
Techniques de pliage couramment utilisées pour le pliage en Z
- Pliage à l’air : méthode la plus flexible, où le matériau n’entre pas entièrement en contact avec la matrice. Elle permet de varier les angles de pliage et l’épaisseur du matériau.
- Pliage par le bas (frappe) : offre une grande précision en forçant le matériau à prendre la forme de la matrice.
- Pliage décalé : parfois utilisé comme synonyme de pliage en Z, il utilise une matrice décalée spécialement conçue pour créer un profil en Z.
Applications typiques du pliage en Z
Les plis en Z sont essentiels dans de nombreuses industries en raison de leur capacité à créer des décalages fonctionnels sans assemblage. Les applications courantes comprennent :
- Supports et matériel de montage : les plis en Z fournissent des surfaces pour le montage de pièces à différentes hauteurs.
- Boîtiers et panneaux : Pour créer des rebords, des brides ou des languettes pour l’assemblage sans fixations.
- Composants automobiles : Pour les supports structurels, les garnitures et les supports.
- Électronique : Fabrication de boîtiers, de racks et de cadres pour appareils électroniques.
- Aérospatiale : Fabrication de structures légères mais résistantes qui nécessitent des transitions dimensionnelles.
Outillage pour le pliage en Z
Le choix de l’outillage approprié est essentiel pour réussir les pliages en Z. Voici ce dont vous avez généralement besoin :
Presse plieuse

Une presse plieuse capable d’un contrôle multi-axes offre la flexibilité et la précision requises pour les pliages en Z complexes.
Poinçons et matrices
- Poinçons et matrices standard : adaptés aux pliages en Z simples en deux étapes.
- Matrices décalées : outils spécialement conçus pour former les deux plis en un seul coup pour les tôles minces.
- Outillage sur mesure : pour les productions complexes ou à grand volume, des poinçons et matrices sur mesure peuvent être conçus pour optimiser l’efficacité et minimiser la manipulation.
Considérations relatives aux matériaux
Les différents matériaux se comportent différemment lors du pliage. Les facteurs à prendre en compte sont les suivants :
- Épaisseur : les matériaux plus épais peuvent nécessiter des matrices plus larges et une force plus importante.
- Ductilité : les matériaux tels que l’aluminium et l’acier doux sont plus faciles à plier en Z que les métaux plus durs comme l’acier inoxydable.
- Sens du grain : tenez toujours compte du sens du grain du matériau afin d’éviter toute fissuration lors du pliage.
Considérations relatives à la conception pour le pliage en Z
Une bonne conception des pièces est essentielle pour éviter les pièges courants. Lors de la conception pour le pliage en Z, gardez à l’esprit les principes suivants :
Rayon de pliage
- Pour éviter les fissures, maintenez toujours un rayon de pliage intérieur minimum égal à l’épaisseur du matériau.
- Des rayons plus grands peuvent être nécessaires pour les matériaux fragiles.
Tolérance de pliage et déduction de pliage
Le pliage modifie les dimensions effectives du matériau. Le calcul précis de la tolérance de pliage et de la déduction de pliage garantit que les dimensions finales de votre pièce sont correctes.
Longueur minimale de la bride
Chaque pliage nécessite une longueur minimale de bride pour accueillir le poinçon et la matrice. Règle générale :
- Longueur minimale de la bride = ouverture de la matrice en V × 0,5
Dégagement
Prévoyez un dégagement suffisant entre les plis adjacents pour éviter toute interférence entre les outils.
Tolérances
Le pliage dans des conditions réelles entraîne de légères variations. Une conception avec des tolérances raisonnables (plutôt que très strictes) réduit les coûts de production et les rebuts.
Conseils pour réussir le pliage en Z
Voici quelques conseils professionnels pour obtenir les meilleurs résultats avec le pliage en Z :
- Prototypez d’abord : testez toujours votre séquence de pliage sur un prototype avant de passer à la production à grande échelle.
- Utilisez la programmation CNC : les presses plieuses à commande numérique améliorent la répétabilité et permettent des séquences de pliage complexes sans repositionnement manuel.
- Évitez le pliage excessif : les angles de pliage se relâchent souvent légèrement après la libération de la pression (retour élastique). Compensez par un léger pliage excessif en fonction du type de matériau.
- Inspectez régulièrement : utilisez des jauges ou des scanners 3D pour inspecter les angles de pliage et les décalages dès le début de la production.
- Collaborez avec les fabricants : impliquez votre fournisseur de tôles dès le début de la phase de conception afin d’optimiser la fabricabilité.
Défis courants du pliage en Z (et comment les résoudre)
Même les fabricants expérimentés rencontrent parfois des difficultés. Voici un guide de dépannage rapide :
| Problème | Cause | Solution |
|---|---|---|
| Fissuration du matériau | Rayon de courbure trop serré | Augmenter le rayon de courbure, utiliser un matériau plus ductile |
| Décalages inexacts | Mauvais outillage ou mauvais calcul de la tolérance de pliage | Vérifiez à nouveau la sélection des matrices et des poinçons, révisez les données de pliage. |
| Rides au niveau des plis | Feuille trop fine ou rayons trop prononcés | Utilisez un matériau plus rigide, ajustez les rayons. |
| Retour élastique | Récupération élastique du matériau | Appliquer un pliage par le haut ou par le bas |
Conclusion
La maîtrise du pliage en Z peut considérablement élargir les possibilités en matière de conception et de fabrication de produits, en offrant des moyens efficaces de créer des pièces solides, légères et fonctionnelles.
En comprenant le processus de pliage, en utilisant les bons outils, en appliquant des principes de conception solides et en suivant les meilleures pratiques, vous pouvez obtenir des plis en Z précis et de haute qualité qui répondent aux normes industrielles exigeantes.
Que vous soyez concepteur, ingénieur ou fabricant, savoir comment tirer parti du pliage en Z peut vous donner un avantage considérable dans le domaine de la fabrication de tôles.