Le laiton est un alliage couramment utilisé et adaptable, composé principalement de cuivre et de zinc. Reconnu pour sa résistance à la corrosion, son esthétique et sa facilité d’usinage, le laiton est couramment utilisé dans la plomberie, les instruments de musique, les composants architecturaux et les objets décoratifs.
Si le soudage et le brasage sont les techniques d’assemblage les plus courantes pour le laiton, il est également possible de souder du laiton au laiton dans des conditions spécifiques.
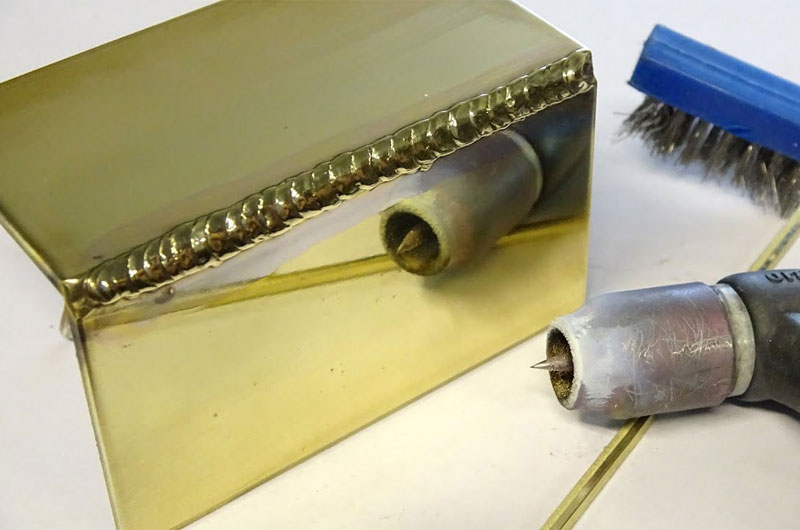
Cet article explore le processus de soudage du laiton au laiton, y compris les méthodes, les défis et les conseils d’experts pour obtenir des joints solides et durables.
Est-il possible de souder du laiton au laiton ?
Oui, le laiton peut être soudé au laiton, mais c’est beaucoup plus complexe que le soudage de l’acier ou de l’aluminium. Les principaux défis proviennent des éléments suivants :
- Teneur en zinc : le zinc a un point d’ébullition beaucoup plus bas (907 °C) que le cuivre (1085 °C). Lors du soudage des métaux, une chaleur excessive peut vaporiser le zinc, provoquant une porosité, des fumées toxiques et un affaiblissement de la soudure.
- Toxicité des fumées : les fumées d’oxyde de zinc sont dangereuses et nécessitent une ventilation adéquate et des mesures de sécurité strictes.
- Conductivité thermique : le laiton conduit rapidement la chaleur, ce qui rend difficile le maintien d’une chaleur localisée pour une soudure efficace.
En raison de ces difficultés, le soudage du laiton est souvent un dernier recours lorsque le brasage ou le soudage fort ne conviennent pas.
Méthodes de soudage du laiton sur du laiton

1. Soudage TIG (GTAW)
Le soudage TIG (Tungsten Inert Gas) est la méthode la plus contrôlée pour souder le laiton. Ce procédé utilise une électrode de tungstène non consommable ainsi qu’un gaz de protection inerte, généralement de l’argon.
Avantages
- Contrôle précis de la chaleur
- Soudures propres
- Convient aux sections minces
Conseils
- Utilisez une baguette d’apport en bronze au silicium (ERCuSi-A) pour une meilleure fluidité et une meilleure résistance aux fissures.
- Préchauffez le laiton si la section est épaisse (plus de 5 mm) afin de minimiser le choc thermique.
- Limitez le courant pour éviter la vaporisation du zinc.
2. Soudage oxyacétylénique
Cette technique classique combine l’acétylène et l’oxygène pour générer une flamme intense à haute température. Elle est encore utilisée pour le laiton, en particulier dans les travaux de réparation.
Avantages
- Bonne pour les réparations sur le terrain
- Peut être utilisée sans électricité
Inconvénients
- Moins précise
- Risque accru de surchauffe et de vaporisation du zinc
Utilisez une flamme neutre et une baguette d’apport en laiton ou en bronze. L’application d’un flux est essentielle pour éviter l’oxydation.
3. Soudage MIG (GMAW)
Le soudage MIG (Metal Inert Gas) n’est pas idéal pour le laiton en raison du contrôle moins précis de la chaleur et de l’arc. Cependant, il peut être utilisé pour des pièces structurelles plus grandes avec des réglages appropriés.
Remarques :
- Utilisez si possible le mode pulsé pour réduire l’apport de chaleur.
- Il est recommandé d’utiliser un fil d’apport en bronze au silicium.
Préparation du laiton pour le soudage
Avant de souder, une préparation adéquate est essentielle :
- Nettoyez le métal : éliminez toute trace de graisse, d’oxydes et de saleté à l’aide d’une brosse métallique et d’un solvant.
- Ajustement : assurez-vous que les pièces sont bien en contact afin de réduire la quantité de matériau d’apport nécessaire.
- Ventilation : utilisez une ventilation locale par aspiration ou un système d’extraction des fumées.
- Équipement de protection : portez un casque de soudage, des gants et un appareil de protection respiratoire adapté à l’exposition aux fumées métalliques.
Problèmes courants et comment les éviter
| Problème | Causalité | Solution |
|---|---|---|
| Porosité | Vaporisation de zinc | Utilisez une chaleur faible, un matériau d’apport à faible teneur en zinc |
| Fissuration | Stress thermique | Préchauffer les parties épaisses, refroidir lentement |
| Articulations fragiles | Fusion insuffisante | Veillez à ce que le métal de base soit propre et maintenez une longueur d’arc correcte |
| Fumées toxiques | Oxydation du zinc | Utilisez une ventilation adéquate et un PPE |
Alternatives au soudage du laiton
Compte tenu des difficultés rencontrées, envisagez d’autres méthodes pour assembler le laiton :
- Brasage : utilise un métal d’apport à point de fusion plus bas sans faire fondre le métal de base. Il permet d’obtenir des assemblages solides avec une déformation minimale.
- Soudure : idéale pour les pièces petites ou délicates, en particulier dans la plomberie ou l’électronique.
- Fixation mécanique : le rivetage ou le boulonnage peuvent convenir dans les applications structurelles.