
Na soldagem, a seleção do eletrodo correto é crucial para obter soldas fortes, limpas e sem defeitos. Cada tipo de metal tem propriedades químicas e físicas únicas que exigem características específicas do eletrodo para garantir uma ligação adequada. A escolha do eletrodo errado pode resultar em má penetração, rachaduras ou até mesmo falha completa da solda.
Neste artigo, exploraremos como escolher o eletrodo de soldagem certo para diferentes metais, considerando fatores como tipo de metal, espessura, posição e características desejadas da solda.
Entendendo os eletrodos de soldagem
Os eletrodos de soldagem, ou varetas de soldagem, têm duas funções principais:
- Conduzir a corrente para gerar o arco que derrete o eletrodo e a peça de trabalho.
- Adicionar material de enchimento à poça de fusão para ajudar a fundir os metais base.
Os eletrodos podem ser classificados em dois tipos:
- Eletrodos consumíveis (usados em processos como soldagem com eletrodo revestido e MIG) que derretem durante a soldagem.
- Eletrodos não consumíveis (usados na soldagem TIG), que não derretem, mas usam uma haste de enchimento separada.
Para este guia, vamos nos concentrar principalmente nos eletrodos consumíveis usados na soldagem com arco metálico protegido (SMAW) ou soldagem com eletrodo revestido, um dos métodos mais comuns para soldar uma ampla variedade de metais.

Fatores importantes na escolha do eletrodo
Antes de entrar nos tipos de eletrodos, é importante considerar alguns fatores básicos:
1. Tipo de metal base
Cada metal (por exemplo, aço macio, aço inoxidável, alumínio, ferro fundido) tem propriedades únicas, como ponto de fusão, condutividade térmica e comportamento de oxidação. Isso influencia a escolha do eletrodo.
2. Espessura do metal
Metais mais espessos geralmente requerem amperagem mais alta e penetração mais profunda, o que significa usar um eletrodo de diâmetro maior e uma composição de fluxo específica.
3. Posição de soldagem
Certos eletrodos têm melhor desempenho em soldagem vertical ou suspensa, pois oferecem controle superior de escória e estabilidade da poça.
4. Polaridade e tipo de corrente
Os eletrodos são classificados para uso com CA, CC ou ambos. O uso do tipo de corrente errado pode levar à instabilidade do arco ou à fusão deficiente.
5. Requisitos mecânicos
A resistência à tração, a ductilidade e a tenacidade da solda devem corresponder às exigências do trabalho (por exemplo, estrutural vs. decorativa).
Eletrodos comuns e suas aplicações por tipo de metal
1. Aço macio (aço carbono)
Eletrodos recomendados:
- E6010 – Penetração profunda, bom para soldagem de tubos e superfícies sujas/enferrujadas.
- E6011 – Semelhante ao E6010, mas utilizável com CA. Ideal para reparos em geral.
- E7018 – Eletrodo com baixo teor de hidrogênio, arco suave, respingos mínimos e excelente resistência. Perfeito para trabalhos estruturais.
Dica de seleção:
Use E6010/E6011 para passadas de raiz e E7018 para passadas de cobertura ou aplicações que exigem resistência crítica.
2. Aço inoxidável
Eletrodos recomendados:
- E308L-16 – Comum para aço inoxidável 304. Baixo teor de carbono para evitar precipitação de carboneto.
- E309L-16 – Usado para soldar aço inoxidável a aço carbono.
- E316L-16 – Usado para aço inoxidável 316, particularmente em ambientes corrosivos.
Dica de seleção:
Combine a liga do eletrodo com o metal base inoxidável. Use versões com baixo teor de carbono (indicadas por “L”) para reduzir a corrosão intergranular.
3. Alumínio
O alumínio é normalmente soldado usando TIG ou MIG, não Stick, devido à oxidação e à dificuldade em controlar o arco.
Eletrodo TIG:
- Use 2% de tungstênio toriado (EWTh-2) para soldagem DC.
- Use tungstênio puro (EWP) ou tungstênio zirconiado (EWZr) para soldagem AC.
Metal de adição:
- ER4045, ER5356, ER4043 são hastes de adição de alumínio comuns.
Dica de seleção:
Sempre limpe a superfície de alumínio de óxido antes da soldagem. Escolha corrente CA com partida de alta frequência para obter melhores resultados.
4. Ferro fundido
O ferro fundido é frágil e difícil de soldar. Geralmente é necessário pré-aquecimento e resfriamento lento.
Eletrodos recomendados:
- Eletrodos à base de níquel (ENi-CI, ENiFe-CI) – Bons para usinabilidade e redução de rachaduras.
- Eletrodos com núcleo de aço – Menos caros, mas mais propensos a rachaduras e mais difíceis de usinar.
Dica de seleção:
Use ENiFe-CI para aplicações de alta resistência. Sempre siga técnicas de resfriamento lento e martelamento.
5. Aço galvanizado
Revestimentos galvanizados emitem gases tóxicos, portanto, precauções de segurança são essenciais.
Eletrodos recomendados:
- E6011 ou E6010 – Seu arco agressivo pode queimar o revestimento de zinco.
Dica de seleção:
Lixe a camada galvanizada perto da zona de solda, quando possível. Use ventilação adequada.
6. Aço de alta resistência e baixa liga (HSLA)
Esses aços oferecem resistência e tenacidade, mas requerem eletrodos compatíveis para evitar soldas frágeis.
Eletrodos recomendados:
- E7018-A1, E8018-C1 – Projetados para aços ligados com resistência e tenacidade adicionais.
Dica de seleção:
Combine a resistência à tração do eletrodo com o metal base. Pré-aqueça conforme necessário.
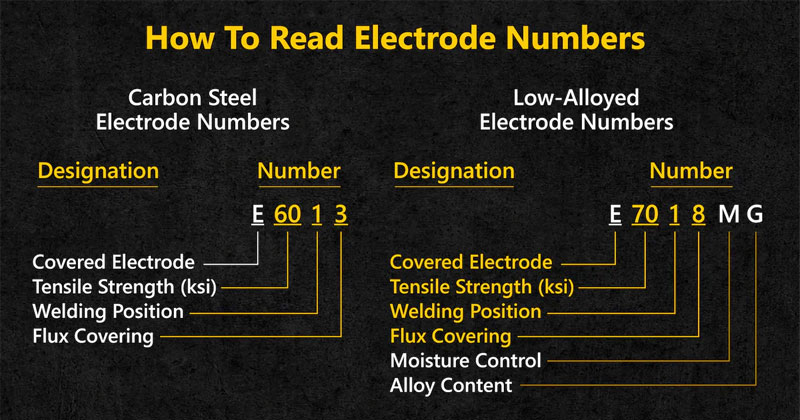
Sistema de codificação de eletrodos (AWS)
A American Welding Society (AWS) classifica os eletrodos usando um código padrão:
Exemplo: E7018
- E: Eletrodo
- 70: Resistência à tração mínima (70.000 psi)
- 1: Posição de soldagem (1 = todas as posições)
- 8: Tipo de revestimento de fluxo e corrente
Entender isso ajuda a comparar e selecionar eletrodos adequados para qualquer projeto.
Armazenamento e manuseio do eletrodo
A umidade pode danificar eletrodos com baixo teor de hidrogênio, como o E7018, levando a rachaduras induzidas por hidrogênio.
Dicas:
- Armazene os eletrodos em um ambiente seco.
- Use fornos para hastes para manter as hastes E7018 a 250–300 °F (120–150 °C).
- Evite tocar nos eletrodos com as mãos desprotegidas para evitar contaminação.
Tabela resumida
| Tipo de metal | Eletrodos recomendados | Notas |
|---|---|---|
| Aço macio | E6010, E6011, E7018 | Escolha com base na posição e nas necessidades de força |
| Aço inoxidável | E308L-16, E309L-16, E316L-16 | Combine a liga do eletrodo com o metal base |
| Alumínio | TIG: ER4045, ER5356 + Tungstênio puro | Use corrente alternada, limpe bem |
| Ferro fundido | ENi-CI, ENiFe-CI | Pré-aqueça e deixe esfriar lentamente para reduzir rachaduras |
| Aço galvanizado | E6010, E6011 | Remova o revestimento de zinco, se possível |
| Aço HSLA | E7018-A1, E8018-C1 | Corresponda a resistência à tração, pré-aqueça conforme necessário |