1. Configuração
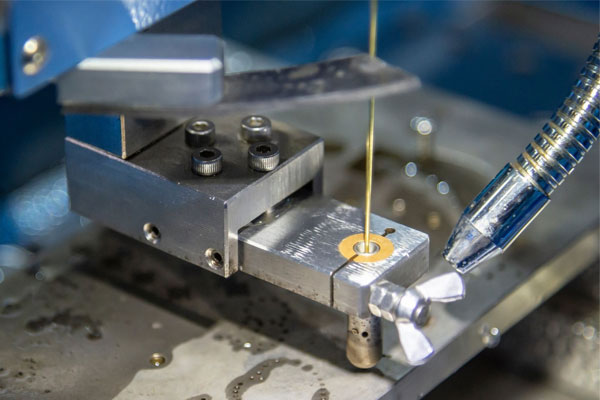
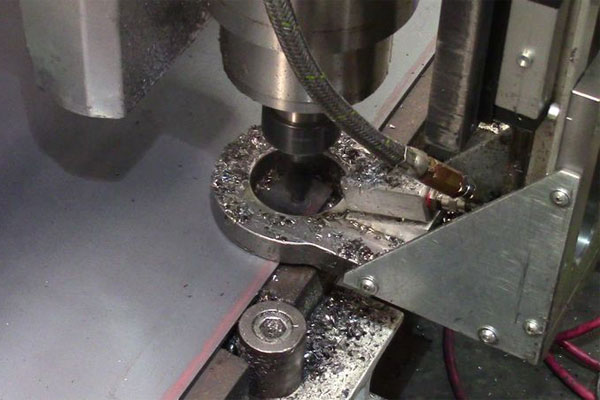
Um eletrodo de ferramenta (normalmente feito de cobre, grafite ou tungstênio) e uma peça de trabalho são submersos em um fluido dielétrico, geralmente água deionizada ou óleo. Os sistemas de controle CNC orientam o movimento do eletrodo para seguir o formato desejado.