A porosidade nas soldas TIG (Tungsten Inert Gas) é um defeito comum e muitas vezes frustrante que compromete a integridade, a aparência e a resistência de uma solda.
A soldagem TIG é conhecida por sua precisão e soldas limpas. No entanto, mesmo pequenas perturbações no processo podem resultar em aprisionamento de gás e porosidade.
Entender como diagnosticar e resolver esse problema é crucial para o controle de qualidade da soldagem, especialmente em setores como o aeroespacial, automotivo e de sistemas de tubulação.
O que é porosidade em soldas TIG?
Porosidade refere-se a pequenas cavidades ou orifícios no metal soldado causados por gás preso que não consegue escapar antes que o metal solidifique. Essas lacunas podem aparecer na superfície ou ficar ocultas internamente e podem reduzir severamente a resistência mecânica, promover rachaduras ou levar a vazamentos em vasos de pressão ou tubulações.
Tipos de porosidade
A porosidade pode assumir várias formas, incluindo:
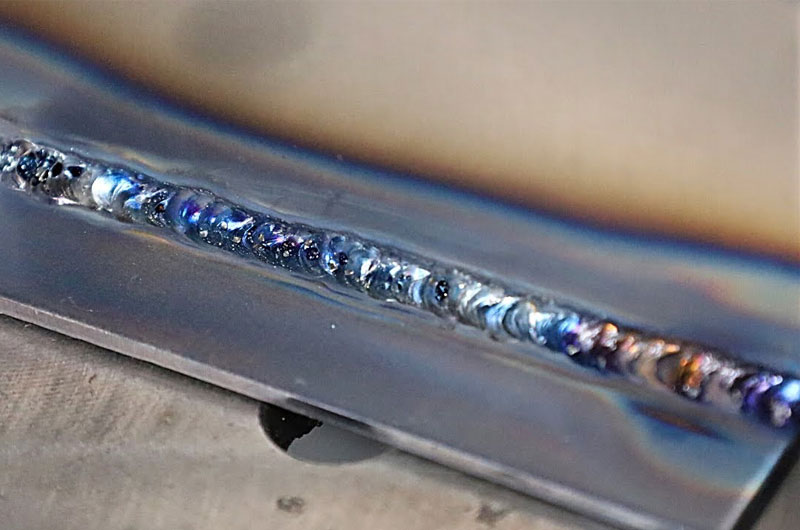
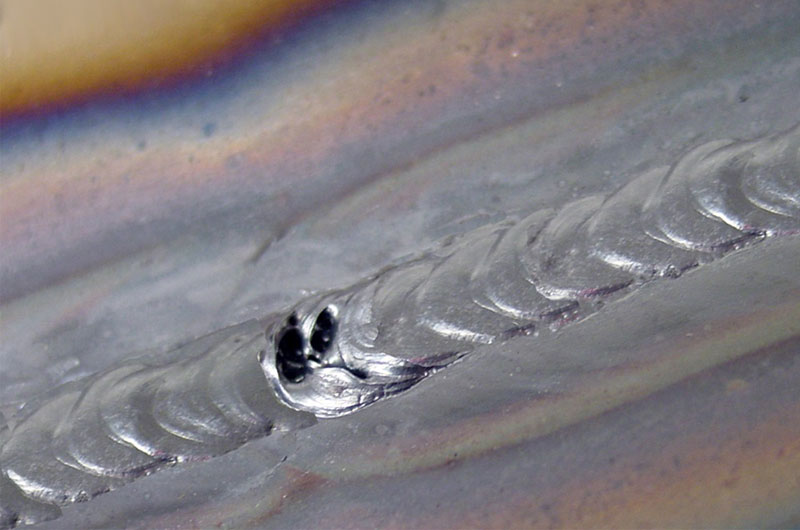
- Porosidade superficial: pequenos orifícios visíveis no cordão de solda.
- Porosidade subsuperficial: vazios internos que só podem ser detectados por meio de raios X, ultrassom ou outros métodos de NDT.
- Porosidade em aglomerados: poros agrupados, geralmente causados por um evento de contaminação repentina.
- Porosidade linear: vazios alinhados ao longo do caminho da solda, frequentemente associados à cobertura inadequada do gás de proteção.
6 causas comuns de porosidade na soldagem TIG
1. Base ou metal de adição contaminados
- A presença de óleo, graxa, ferrugem, tinta ou umidade introduz hidrogênio e outros gases na poça de fusão.
- Hastes de adição sujas podem causar o mesmo problema, especialmente se armazenadas incorretamente.
2. Cobertura inadequada do gás de proteção
- O gás de proteção, normalmente argônio, protege a solda, impedindo que gases atmosféricos, como oxigênio, nitrogênio e vapor de água, causem contaminação.
- Problemas como correntes de ar, baixas taxas de fluxo ou ângulos incorretos da tocha podem permitir que o ar entre na zona de soldagem.
3. Umidade no ambiente de soldagem
- A alta umidade ou condensação no metal base pode introduzir hidrogênio, levando à porosidade.
- A soldagem em ambientes externos ou frios aumenta esse risco.
4. Configurações TIG inadequadas
- A corrente excessiva pode causar turbulência, permitindo que o ar se misture à solda.
- O comprimento incorreto do arco também pode interromper a proteção do gás.
5. Má qualidade do gás
- Cilindros de gás contaminados ou vazamentos na linha de abastecimento podem introduzir impurezas.
- Sempre garanta a pureza do gás (normalmente 99,996% de argônio para TIG).
6. Preparação incorreta do eletrodo de tungstênio
Um eletrodo de tungstênio contaminado ou retificado incorretamente pode introduzir partículas na solda.
Diagnóstico de porosidade em soldas TIG
O diagnóstico adequado envolve inspeção visual e testes avançados:
Inspeção visual
- A porosidade da superfície aparece como pequenos orifícios ou crateras no cordão de solda.
- A aparência inconsistente do cordão também pode indicar problemas de fluxo de gás.
Testes não destrutivos (NDT)
- Inspeção por raios X: detecta porosidade interna.
- Teste ultrassônico: encontra vazios subsuperficiais e avalia a densidade da solda.
- Teste por penetração de corante (para rachaduras e poros na superfície): ajuda a localizar defeitos superficiais finos.
Análise do fluxo de gás
Verifique se há vazamentos ou configurações incorretas no regulador de gás de proteção, no medidor de fluxo e nas mangueiras.
Revisão do material e do ambiente
Avalie se os materiais de base, as hastes de enchimento ou as condições ambientais podem ter introduzido umidade ou contaminantes.
Soluções para prevenir e eliminar a porosidade
Limpe bem os materiais
- Use acetona ou álcool para limpar os metais base e de enchimento.
- Remova as camadas de ferrugem e óxido com uma escova de aço inoxidável específica para alumínio ou aço, respectivamente.
Verifique a configuração do gás de proteção
- Use a taxa de fluxo adequada (normalmente 15–20 CFH).
- Proteja a área de soldagem contra vento ou correntes de ar.
- Inspecione se há vazamentos nas mangueiras e conexões.
Armazene os materiais adequadamente
- Mantenha as hastes de enchimento em recipientes fechados.
- Evite armazenar metal em áreas úmidas.
Otimize a técnica de soldagem
- Mantenha o comprimento adequado do arco (cerca de 1/8” ou 3 mm).
- Use a amperagem correta para o tipo e a espessura do metal.
- Certifique-se de que o ângulo da tocha permita a cobertura total do gás de proteção.
Use gás de proteção de alta qualidade
- Verifique os rótulos dos cilindros e compre de fornecedores confiáveis.
- Considere o uso de filtros ou purificadores de gás em aplicações críticas.
Seque o ambiente de trabalho
- Pré-aqueça os metais base se houver suspeita de umidade.
- Evite soldar em condições úmidas ou chuvosas sempre que possível.