A soldagem com gás inerte de tungstênio (TIG) é valorizada por sua precisão e controle, especialmente na soldagem de metais não ferrosos, como cobre e latão. No entanto, esses materiais apresentam desafios únicos devido à sua alta condutividade térmica e sensibilidade à contaminação.
Este guia descreve como soldar cobre e latão com TIG de maneira eficaz, abordando obstáculos comuns, etapas de preparação, configuração da soldagem, opções de metal de adição e técnicas essenciais.
Entendendo os desafios da soldagem TIG de cobre e latão
O cobre e o latão são excelentes condutores de calor e eletricidade, o que é uma vantagem em muitas aplicações, mas um desafio na soldagem TIG.
1. Alta condutividade térmica
O cobre e o latão dissipam o calor rapidamente, o que significa que você precisará de uma amperagem mais alta para manter um arco estável e obter penetração total. Sem entrada de calor suficiente, a solda pode não fundir corretamente.
2. Oxidação e contaminação
Ambos os metais oxidam rapidamente, especialmente o cobre. Contaminantes como óleo, sujeira ou óxidos podem enfraquecer a qualidade da solda e causar porosidade ou rachaduras. O latão também contém zinco, que pode vaporizar durante a soldagem, produzindo fumos tóxicos e tornando o processo mais difícil.
3. Empenamento e rachaduras
Devido ao alto calor necessário, as peças podem entortar facilmente. O latão, em particular, é propenso a rachaduras se superaquecido, especialmente quando o zinco começa a evaporar.
4. Risco de fumaça (para latão)
O zinco no latão representa um risco à saúde durante a soldagem. A inalação de vapores de zinco pode causar febre por fumaça de metal, uma doença grave de curta duração. É essencial ventilação adequada ou extração de fumaça.
Preparação do cobre e do latão para soldagem TIG
A preparação é fundamental para o sucesso da soldagem TIG de cobre e latão. Superfícies limpas resultam em soldas mais resistentes e confiáveis.
1. Limpeza mecânica
Use uma escova de aço inoxidável, disco de lixa ou lixa para remover óxidos da superfície, especialmente do cobre. Não use ferramentas de aço carbono, pois elas podem introduzir contaminantes no metal base.
2. Desengraxamento
Limpe bem as superfícies com acetona ou álcool para eliminar óleos, graxa e outros contaminantes. Esta etapa é crucial para reduzir a porosidade e obter um arco forte.
3. Chanfrar as bordas (se necessário)
Para seções mais espessas, chanfle as bordas para garantir uma boa penetração e fusão completa na junta. Normalmente, usa-se uma ranhura em V.
4. Pré-aquecimento (especialmente para cobre)
O pré-aquecimento é frequentemente necessário para neutralizar a alta condutividade térmica do cobre. Use um maçarico ou forno para pré-aquecer o metal base a 300–600 °F (150–315 °C), dependendo da espessura.
5. Fixação
Prenda as peças com firmeza para evitar movimento, empenamento ou encolhimento. Use barras de cobre de apoio para sustentar a solda, se necessário.

Configuração da soldagem TIG
A configuração correta da máquina garante que o arco seja estável e a penetração seja suficiente.
1. Polaridade
Use eletrodo negativo de corrente contínua (DCEN). Essa configuração concentra o calor na peça de trabalho, o que é necessário para metais com alta condutividade térmica.
2. Configurações de amperagem
Use alta amperagem — normalmente 130–200 amperes ou mais, dependendo da espessura do material.
O cobre pode exigir uma amperagem mais alta do que o latão.
3. Eletrodo de tungstênio
- Tipo: 2% toriado (vermelho) ou 2% ceriado (cinza)
- Diâmetro: 3/32″ (2,4 mm) ou maior para materiais mais espessos
- Dica: afiado em ponta para melhor controle do arco
4. Gás de proteção
- 100% argônio é padrão para soldagem TIG de cobre e latão.
- Taxa de fluxo de gás: 15–25 CFH (pés cúbicos por hora).
- Garanta um fluxo de gás constante para proteger a poça de fusão da oxidação.
5. Configuração da tocha
Use uma tocha resfriada a água se soldar com alta amperagem por longos períodos. Tochas resfriadas a ar podem superaquecer ao soldar cobre espesso.
Seleção do metal de adição
A escolha do metal de adição correto garante a compatibilidade metalúrgica adequada e a resistência da solda.
Para cobre:
- ERCu (cobre desoxidado):
- Mais adequado para soldar cobre puro. Contém desoxidantes que melhoram a fluidez da poça e reduzem a porosidade.
- ERCuSi-A (bronze de silício):
- Comum na união de cobre a outros metais ou onde é necessária maior resistência e resistência à corrosão.
Para latão:
- Bronze de silício (ERCuSi-A):
- O metal de adição mais comumente usado para latão. Ele minimiza a queima do zinco e proporciona um arco estável.
- Evite usar metais de adição de latão:
- As hastes de metal de adição de latão contêm zinco, que se vaporiza durante a soldagem, aumentando a produção de fumaça e o risco de porosidade.
Soldagem de metais diferentes
Ao unir cobre ou latão a aço ou aço inoxidável, o metal de adição de bronze de silício é geralmente o mais adequado.
Técnica de soldagem
Dominar a técnica é o passo final para criar soldas fortes e limpas.
1. Pré-aqueça quando necessário
Sempre pré-aqueça peças grossas de cobre para evitar partidas a frio e garantir a fusão adequada.
2. Mantenha um comprimento de arco curto
Mantenha o tungstênio próximo (1/8” ou menos) para manter a estabilidade do arco. Um arco longo pode causar desvio do arco e contaminação.
3. Controle a velocidade de deslocamento
Soldar lentamente o suficiente para permitir a fusão adequada, mas rápido o suficiente para evitar o acúmulo excessivo de calor. Ajuste o ritmo com base na fluidez da poça de fusão.
4. Use um movimento de tecelagem (opcional)
Para juntas mais largas ou ao preencher uma ranhura, um movimento suave de lado a lado pode ajudar a controlar a forma e a penetração do cordão.
5. Adicione o material de adição de forma consistente
Insira o metal de adição na borda frontal da poça de fusão para obter uma fusão ideal. Evite tocar o tungstênio com o material de adição para evitar contaminação.
6. Resfriamento pós-soldagem
Deixe a peça esfriar lentamente. Para latão, isso ajuda a evitar rachaduras devido ao estresse térmico. Não resfrie com água.
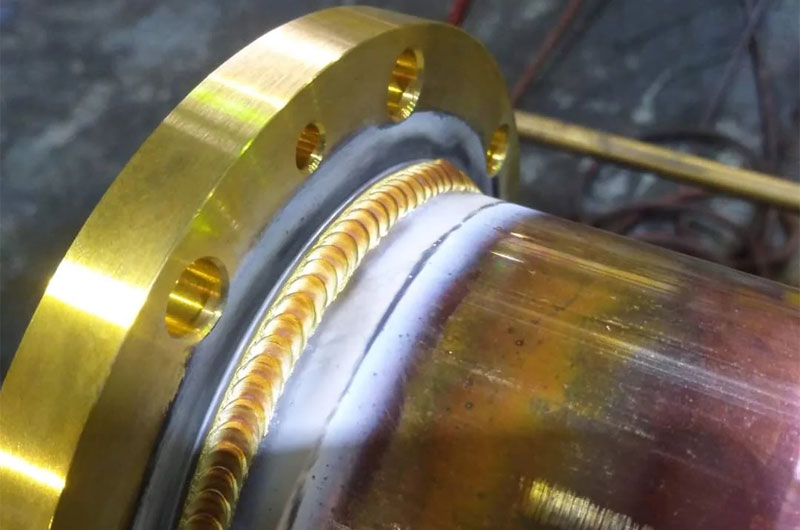
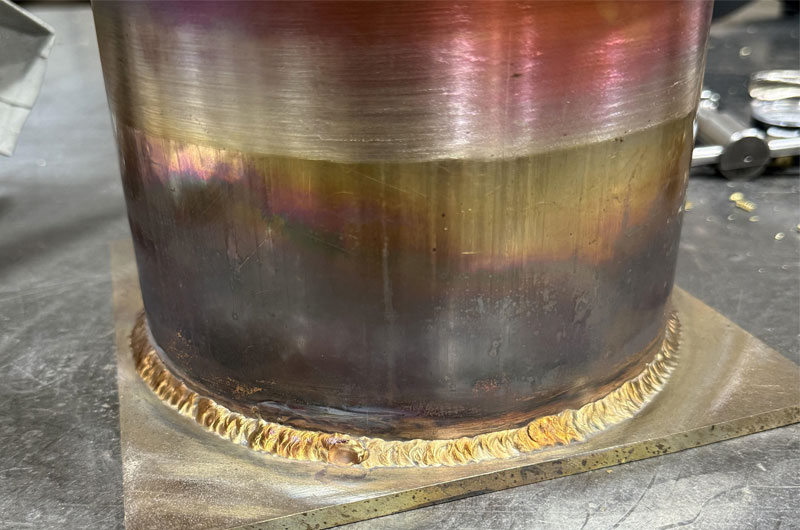
7. Inspecione a solda
Procure por porosidade, descoloração (indicando oxidação) e fusão incompleta. Uma solda TIG adequada em cobre ou latão deve ser lisa, uniforme e ligeiramente convexa.