EDM-Bearbeitungsservice
- Wir sind ein führender Anbieter von EDM-Dienstleistungen (elektrische Entladungsbearbeitung).
- Unser EDM-Verfahren bietet eine außergewöhnliche Genauigkeit für komplexe Teile und komplizierte Geometrien und reduziert den Bedarf an Nachbearbeitung.
- Draht-/Senkerodieren
- Mehrachsensteuerung
- Funktioniert auf gehärteten und leitfähigen Materialien
- Hohe Präzision und enge Toleranzen
- Ausgezeichnete Oberflächenbeschaffenheit
- Bereitstellung kundenspezifischer EDM-Lösungen
1. Einrichtung
Eine Werkzeugelektrode (typischerweise aus Kupfer, Graphit oder Wolfram) und ein Werkstück werden in eine dielektrische Flüssigkeit, häufig deionisiertes Wasser oder Öl, eingetaucht. CNC-Steuerungssysteme führen die Bewegung der Elektrode, um die gewünschte Form zu erzielen.
2. Funkenerzeugung
Zwischen der Werkzeugelektrode und dem Werkstück wird eine kontrollierte elektrische Entladung (Funke) erzeugt, die intensive Hitze (8.000-12.000 °C) erzeugt.
3. Materialabtrag
Die Hitze der Funken verdampft an der Funkenüberschlagsstelle einen kleinen Teil des Werkstückmaterials. Das abgetragene Material wird von der dielektrischen Flüssigkeit abtransportiert.
4. Wiederholung
Es entstehen Tausende von Funken pro Sekunde, die das Material nach und nach in die gewünschte Form erodieren.
5. Endergebnis
Dieses Verfahren ermöglicht extrem feine Schnitte und Präzision, selbst bei Werkstoffen wie gehärtetem Stahl, Titan und Superlegierungen.
Überblick über unseren EDM-Bearbeitungsprozess
Unsere EDM-Bearbeitungsoptionen

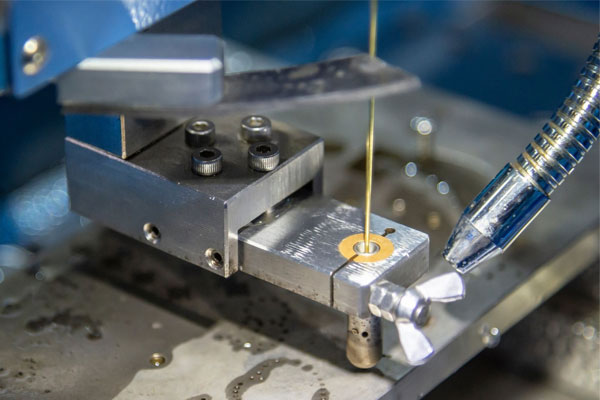
Draht-EDM
- Dabei wird ein dünner, elektrisch geladener Messingdraht verwendet, um Materialien zu schneiden, indem elektrische Funken zwischen dem Draht und dem Werkstück erzeugt werden.
- Kann harte Materialien wie Werkzeugstahl, Titan und Wolframkarbid durchtrennen.
- Toleranz: ±0,001 Zoll (0,025 mm) bis ±0,0005 Zoll (0,0127 mm).
- Ideal für präzises Schneiden von 2D-Formen.

Senkerodieren
- Mithilfe einer geformten Kupfer- oder Graphitelektrode wird das Werkstück durch elektrische Entladung in einer vordefinierten Form abgetragen.
- Geeignet für harte Metalle wie Edelstahl, Hartmetall und Inconel-Superlegierungen.
- Toleranz: ±0,002 Zoll (0,05 mm) bis ±0,0005 Zoll (0,0127 mm).
- Ideal geeignet für die Erstellung komplexer 3D-Geometrien und Formen.
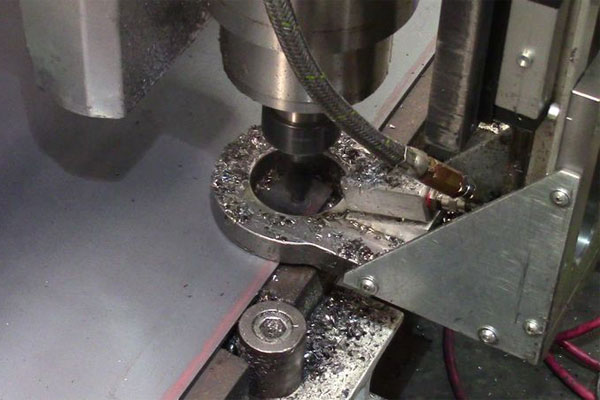
Lochbohren mit Funkenerosion
- Mithilfe einer kleinen, sich schnell drehenden Elektrodenröhre werden tiefe Löcher mit kleinem Durchmesser und hoher Präzision in harte, leitfähige Materialien gebohrt.
- Kann in Materialien bohren, die für herkömmliche Bohrmethoden zu hart sind.
- Toleranz: ±0,001 Zoll (0,025 mm) bis ±0,002 Zoll (0,0508 mm).
- Extrem schnell für präzises Bohren von kleinen und tiefen Löchern.
Materialien für die Funkenerosion
Die für die Funkenerosion (EDM) geeigneten Materialien lassen sich grob in Hartmetalle, leitfähige Metalle und andere Materialien einteilen, wobei jede Kategorie spezifische Materialien mit einzigartigen Eigenschaften umfasst.
Hartmetalle

Leitfähige Metalle

Nichtmetalle
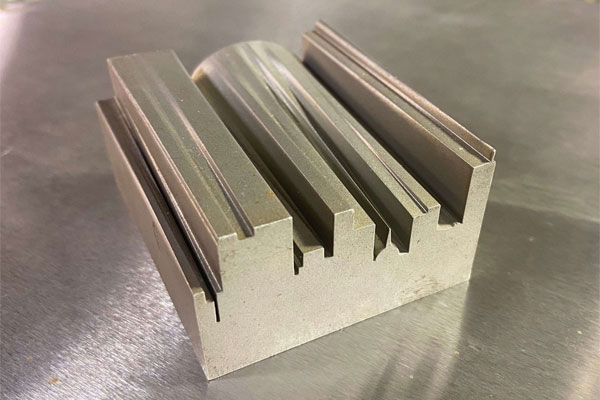
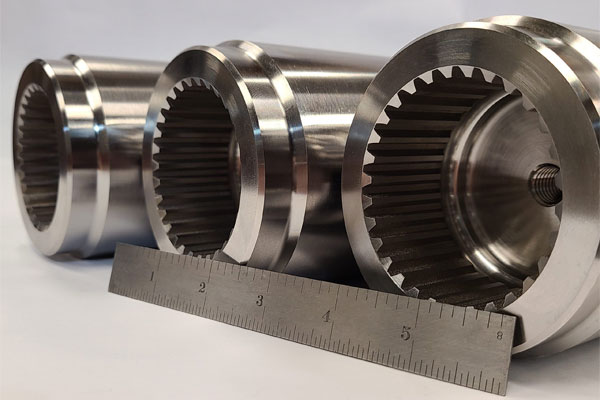
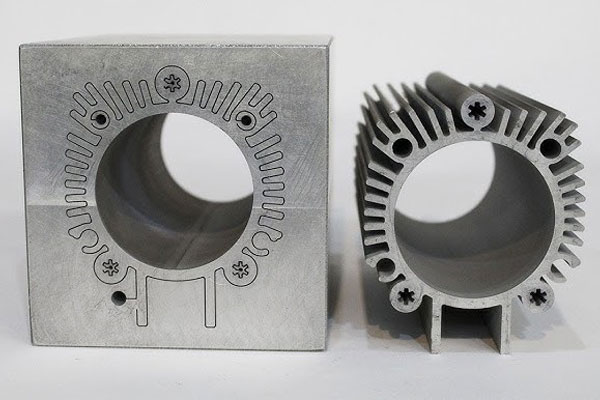
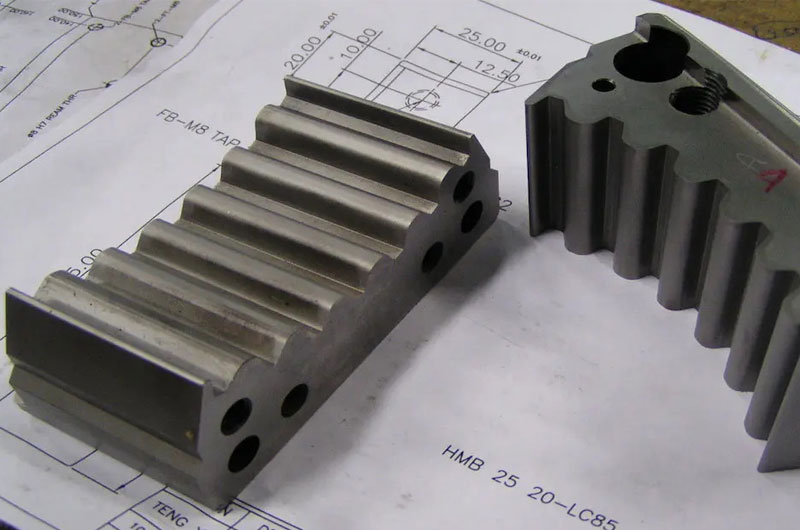
Unsere EDM-Projekte