A tool electrode (typically made from copper, graphite, or tungsten) and a workpiece are submerged in a dielectric fluid, often deionized water or oil. CNC control systems guide the movement of the electrode to follow the desired shape.
2. Spark Generation
A controlled electrical discharge (spark) is generated between the tool electrode and the workpiece, creating intense heat (8,000-12,000°C).
3. Material Removal
The heat from the sparks vaporizes a small portion of the workpiece material at the spark contact point. The removed material is carried away by the dielectric fluid.
4. Repetition
Thousands of sparks are generated per second, which gradually erodes the material to the desired shape.
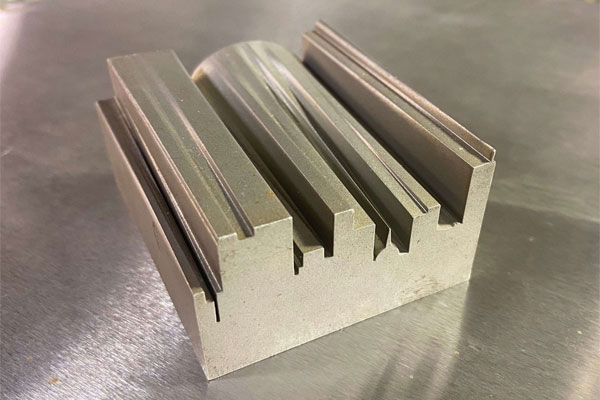
5. Final Result
This method allows for extremely fine cuts and precision, even on materials like hardened steel, titanium, and superalloys.
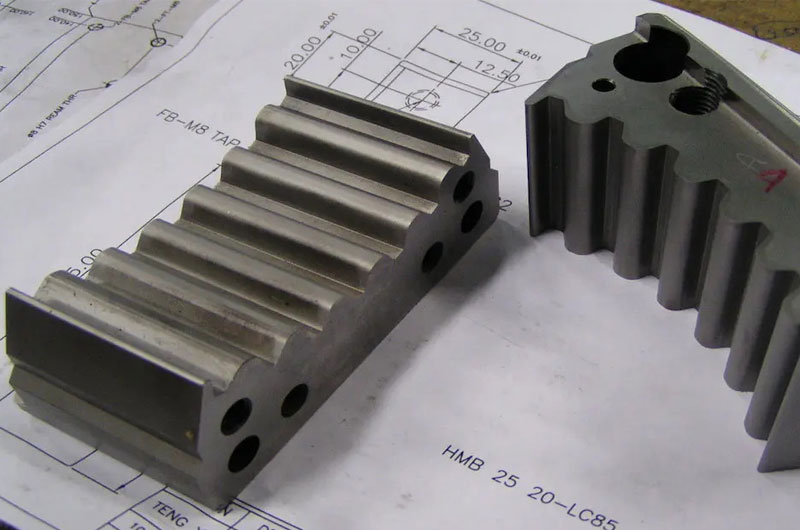
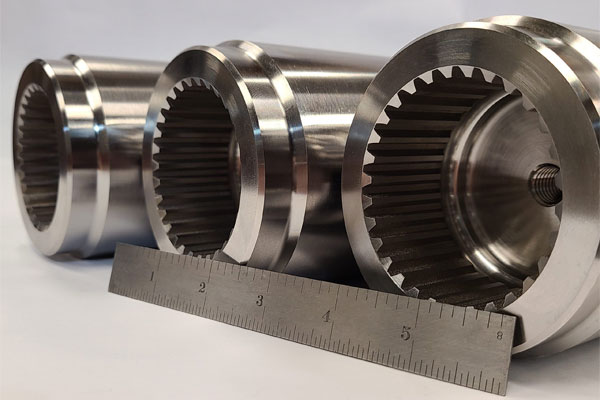
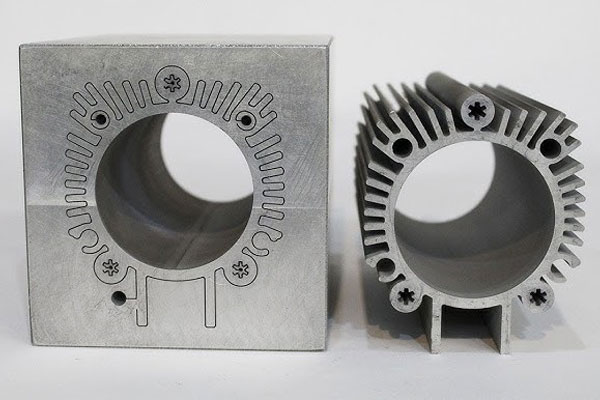
Our EDM Machining Process Overview
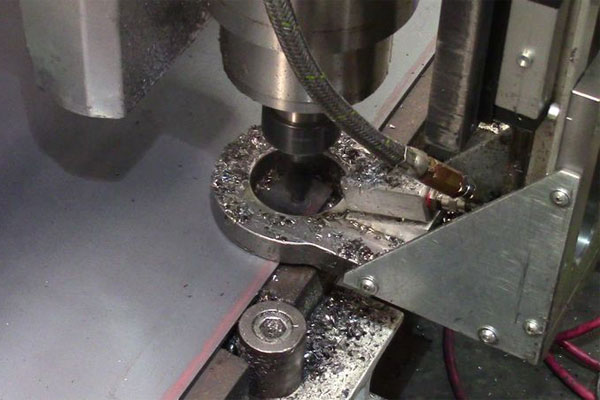
Our EDM Machining Options
We provide wire, sinker (ram) and hole drilling EDM options, each method has unique strengths, and the choice depends on the project’s material, precision, and geometry requirements.
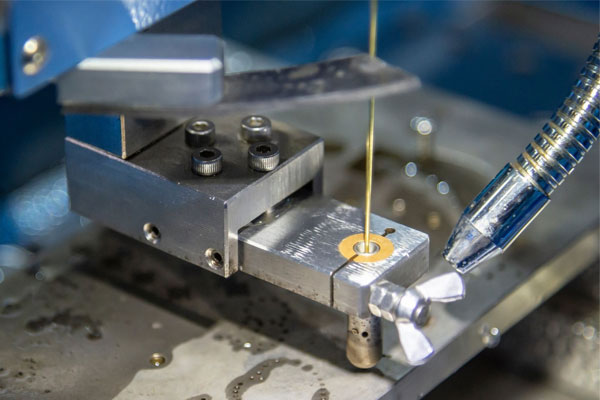
Wire EDM
Uses a thin, electrically charged brass wire to cut materials by creating electrical sparks between the wire and the workpiece.
Can cut through hard materials like tool steel, titanium, and tungsten carbide.
The materials suitable for EDM machining can be broadly categorized into hard metals, conductive metals, and others, each encompassing specific materials with unique properties.
Hard Metals
EDM is ideal for hard metal materials (like titanium, tool steel, tungsten) because it doesn’t rely on cutting forces, which are challenging with traditional methods.
Conductive Metals
EDM requires the material to be electrically conductive, which is why it efficiently machines metals like aluminum, brass, copper and some alloys.
Non-metals
Non-metals like graphite and carbides, though difficult to machine with conventional methods, can be processed with EDM due to their electrical conductivity.