La soldadura con gas inerte de tungsteno (TIG) es muy apreciada por su precisión y control, especialmente al soldar metales no ferrosos como el cobre y el latón. Sin embargo, estos materiales plantean retos únicos debido a su alta conductividad térmica y sensibilidad a la contaminación.
Esta guía describe cómo soldar con TIG el cobre y el latón de forma eficaz, y abarca los obstáculos más comunes, los pasos de preparación, la configuración de la soldadura, la elección de los metales de aportación y las técnicas esenciales.
Comprender los retos de la soldadura TIG del cobre y el latón
El cobre y el latón son excelentes conductores del calor y la electricidad, lo que supone una ventaja en muchas aplicaciones, pero un reto en la soldadura TIG.
1. Alta conductividad térmica
El cobre y el latón disipan el calor rápidamente, lo que significa que se necesita un amperaje más alto para mantener un arco estable y lograr una penetración completa. Sin un aporte de calor suficiente, la soldadura puede no fusionarse correctamente.
2. Oxidación y contaminación
Ambos metales se oxidan rápidamente, especialmente el cobre. Los contaminantes como el aceite, la suciedad o los óxidos pueden debilitar la calidad de la soldadura y provocar porosidad o grietas. El latón también contiene zinc, que puede vaporizarse durante la soldadura, produciendo humos tóxicos y dificultando el proceso.
3. Deformación y agrietamiento
Debido al alto calor necesario, las piezas pueden deformarse fácilmente. El latón, en particular, es propenso a agrietarse si se sobrecalienta, especialmente cuando el zinc comienza a evaporarse.
4. Peligro de humos (para el latón)
El zinc del latón supone un peligro para la salud durante la soldadura. La inhalación de humos de zinc puede provocar fiebre por humos metálicos, una enfermedad grave de corta duración. Es esencial una ventilación adecuada o la extracción de humos.
Preparación del cobre y el latón para la soldadura TIG
La preparación es fundamental para el éxito de la soldadura TIG del cobre y el latón. Las superficies limpias dan como resultado soldaduras más resistentes y fiables.
1. Limpieza mecánica
Utilice un cepillo de acero inoxidable, un disco de lijado o una tela de esmeril para eliminar los óxidos de la superficie, especialmente del cobre. No utilice herramientas de acero al carbono, ya que pueden introducir contaminantes en el metal base.
2. Desengrasado
Limpie las superficies a fondo con acetona o alcohol para eliminar aceites, grasas y otros contaminantes. Este paso es crucial para reducir la porosidad y conseguir un arco fuerte.
3. Biselado de los bordes (si es necesario)
En secciones más gruesas, bisele los bordes para garantizar una buena penetración y una fusión completa en la unión. Se suele utilizar una ranura en V.
4. Precalentamiento (especialmente para el cobre)
A menudo es necesario precalentar para contrarrestar la alta conductividad térmica del cobre. Utilice un soplete o un horno para precalentar el metal base a 300-600 °F (150-315 °C), dependiendo del espesor.
5. Fijación
Sujete las piezas con firmeza para evitar que se muevan, se deformen o se contraigan. Utilice barras de refuerzo de cobre para sostener la soldadura si es necesario.

Configuración de soldadura TIG
Una configuración adecuada de la máquina garantiza que el arco sea estable y la penetración sea suficiente.
1. Polaridad
Utilice electrodo negativo de corriente continua (DCEN). Este ajuste concentra el calor en la pieza de trabajo, lo cual es necesario para metales con alta conductividad térmica.
2. Ajustes de amperaje
Utilice un amperaje alto, normalmente entre 130 y 200 amperios o más, dependiendo del grosor del material. El cobre puede requerir un amperaje más alto que el latón.
3. Electrodo de tungsteno
- Tipo: 2 % toriado (rojo) o 2 % ceriado (gris)
- Diámetro: 3/32″ (2,4 mm) o mayor para materiales más gruesos
- Punta: afilada en punta para un mejor control del arco
4. Gas de protección
- El argón al 100 % es el estándar para la soldadura TIG de cobre y latón.
- Caudal de gas: 15-25 CFH (pies cúbicos por hora).
- Asegúrese de que el flujo de gas sea constante para proteger el baño de soldadura de la oxidación.
5. Configuración de la antorcha
Utilice una antorcha refrigerada por agua si va a soldar con amperajes altos durante periodos prolongados. Las antorchas refrigeradas por aire pueden sobrecalentarse al soldar cobre grueso.
Selección del metal de relleno
La elección del metal de relleno adecuado garantiza la compatibilidad metalúrgica y la resistencia de la soldadura.
Para cobre:
- ERCu (cobre desoxidado):
- Ideal para soldar cobre puro. Contiene desoxidantes que mejoran la fluidez del baño y reducen la porosidad.
- ERCuSi-A (bronce al silicio):
- Común cuando se une cobre con otros metales o cuando se necesita mayor resistencia y resistencia a la corrosión.
Para latón:
- Bronce al silicio (ERCuSi-A):
- El metal de aportación más utilizado para el latón. Minimiza la combustión del zinc y proporciona un arco estable.
- Evite el uso de rellenos de latón:
- Las varillas de relleno de latón contienen zinc, que se vaporiza durante la soldadura, lo que aumenta la producción de humos y el riesgo de porosidad.
Soldadura de metales diferentes
Cuando se une cobre o latón a acero o acero inoxidable, el relleno de bronce al silicio suele ser el más adecuado.
Técnica de soldadura
Dominar la técnica es el paso final para crear soldaduras resistentes y limpias.
1. Precalentar cuando sea necesario
Precalentar siempre las piezas de cobre gruesas para evitar arranques en frío y garantizar una fusión adecuada.
2. Mantener una longitud de arco corta
Mantener el tungsteno cerca (1/8″ o menos) para mantener la estabilidad del arco. Un arco largo puede provocar desviaciones y contaminación.
3. Controlar la velocidad de avance
Soldar lo suficientemente lento como para permitir una fusión adecuada, pero lo suficientemente rápido como para evitar una acumulación excesiva de calor. Ajustar el ritmo en función de la fluidez del baño de soldadura.
4. Utilice un movimiento oscilante (opcional)
Para juntas más anchas o al rellenar una ranura, un suave movimiento oscilante de lado a lado puede ayudar a controlar la forma y la penetración del cordón.
5. Añada material de relleno de forma uniforme
Inserte el metal de relleno en el borde delantero del baño de soldadura para obtener una fusión óptima. Evite tocar el tungsteno con el material de relleno para evitar la contaminación.
6. Enfriamiento posterior a la soldadura
Deje que la pieza se enfríe lentamente. En el caso del latón, esto ayuda a evitar grietas debidas a la tensión térmica. No enfríe con agua.
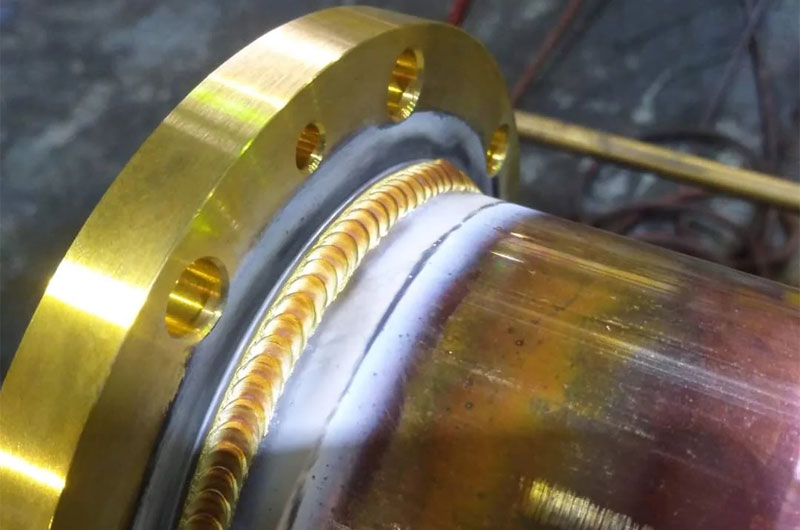
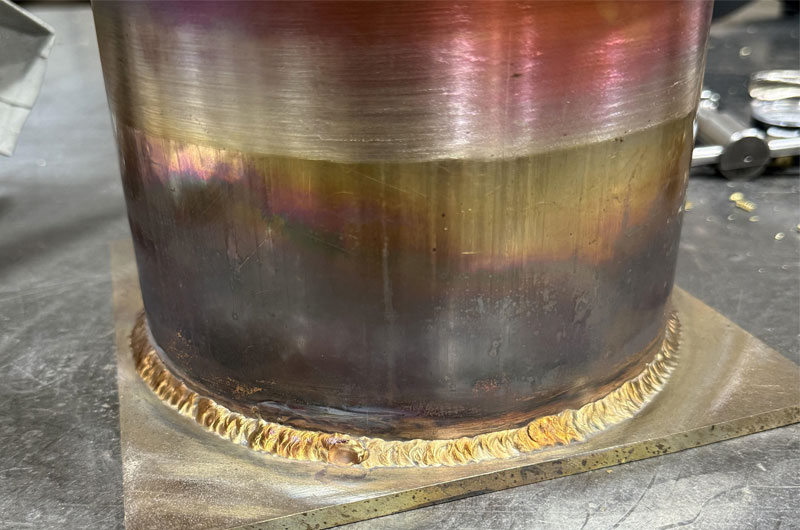
7. Inspeccione la soldadura
Busque porosidad, decoloración (que indica oxidación) y fusión incompleta. Una soldadura TIG adecuada en cobre o latón debe ser lisa, uniforme y ligeramente convexa.