Servicio de fundición a presión personalizado
- Nuestro servicio de fundición a presión se destaca en la producción de grandes volúmenes de componentes precisos con geometrías complejas y tolerancias estrictas.
- Utilizando técnicas avanzadas, logramos acabados superficiales superiores directamente desde el molde, minimizando la necesidad de soluciones de mecanizado adicionales.
- Diversos tipos de procesos de fundición a presión
- Tolerancia: ±0,127 mm ~ ±0,038 mm
- Alta eficiencia de producción
- Geometrías complejas
- Espesores de pared variables
- Diversos tratamientos de superficie
- Reducción de desechos
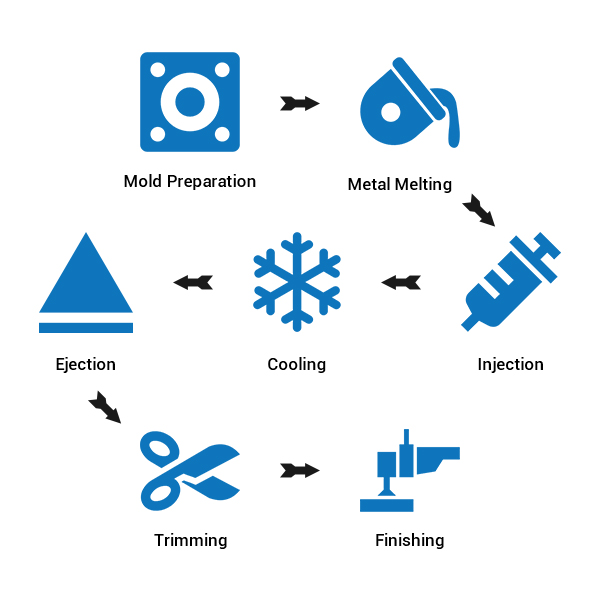
Pasos comunes de la fundición a presión
Preparación del molde
Clean, lubricate, and securely clamp the die mold to withstand high-pressure injection.
Fusión de metales
Calentar el metal elegido en un horno hasta que se licue.
Inyección
Inyectar metal fundido en la cavidad de la matriz a alta presión para rellenar detalles intrincados.
Enfriamiento
Deje que el metal fundido se enfríe y se solidifique, moldeándose a la forma de la cavidad de la matriz.
Ejection
Abra el molde y utilice pasadores expulsores para liberar la pieza fundida solidificada.
Guarnición
Retire el exceso de material (rebaba) de la pieza fundida mediante procesos de recorte manuales o automatizados.
Refinamiento
Inspeccione la pieza fundida para verificar su calidad y precisión dimensional, y realice cualquier operación de acabado necesaria.
Tipos de procesos de fundición a presión

Fundición a presión en cámara caliente
- Cámara de fusión integrada: ciclos rápidos e inyección de metal eficiente.
- Presiones de inyección: 1.500 a 4.500 psi.
- Precisión: ±0,127 mm.
- Alcance: Ideal para metales de bajo punto de fusión como zinc y magnesio en automóviles, productos electrónicos y pequeñas piezas mecánicas.

Fundición a presión en cámara fría
- Horno separado para fundir:Metales con punto de fusión más elevado.
- Presiones de inyección: 3.000 a 10.000 psi.
- Precisión: ±0,127 mm.
- Alcance: Ideal para metales como aluminio, latón y bronce, utilizados en la industria automotriz, aeroespacial y piezas estructurales de gran tamaño.

Fundición a presión por gravedad (GDC)
- Proceso de llenado natural: llena la cavidad del molde mediante el uso de la gravedad.
- Presiones de inyección: Sin presión externa; depende únicamente de la gravedad.
- Precisión: ±0,25 a ±0,50 mm.
- Alcance: Ideal para piezas de fundición de tamaño mediano a grande con geometrías simples.
Fundición a presión al vacío
- Evacuación de aire: Reduce la porosidad del gas.
- Presiones de inyección: varían según el metal y el diseño.
- Precisión: ±0,02 a ±0,05 mm.
- Alcance: Componentes automotrices, aeroespaciales y electrónicos de alta integridad.

Fundición a presión
- Combina fundición a presión y forja: solidificación a alta presión para piezas densas.
- Presiones de inyección: Hasta 10.000 psi.
- Precisión: ±0,127 mm.
- Ámbito de aplicación: Suspensión de automóviles, piezas de aeronaves, piezas mecánicas de alta resistencia.

Fundición a presión semisólida
- Utiliza metal semisólido: mejora la precisión y reduce la contracción.
- Presiones de inyección: 1.500 a 4.000 psi.
- Precisión: ±0,01 mm.
- Alcance: Geometrías complejas en automoción, aeroespacial, piezas de alta precisión.

Fundición a presión a baja presión
- Llenado a baja presión: 1-2 bar, reduce defectos.
- Materiales comunes: Aluminio, aleaciones de magnesio.
- Precisión: ±0,1 mm.
- Ámbito de aplicación: Ruedas de automóviles, componentes estructurales, piezas de carcasas de gran tamaño.
Fundición a presión a alta presión
- Inyección a alta presión: el metal fundido se inyecta en la cavidad de un molde a presiones muy altas.
- Presiones de inyección: 10.000 a 30.000 psi.
- Precisión: ±0,05 mm.
- Alcance: Ideal para la producción de grandes volúmenes de piezas complejas y de paredes delgadas.
Materiales metálicos disponibles

Aleaciones de aluminio
- Modelo: A380, A360, A356, A383, ADC12.
- Punto de fusión: 660,3°C.
- Alta resistencia: resistencia a la tracción típicamente 310 MPa (A380).
- Conductividad térmica: 96-136 W/mK, ideal para disipación de calor.
- Aplicaciones: Su resistencia a la corrosión lo hace adecuado para piezas automotrices, aeroespaciales, electrónicas y estructurales.

Aleaciones de zinc
- Modelo: Zamak 3, Zamak 5, Zamak 7.
- Punto de fusión: 419,5°C.
- Alta ductilidad: Alargamiento de rotura 10-15%, para formas complejas.
- Resistencia al desgaste: Dureza alrededor de 82 Brinell (Zamak 3).
- Aplicaciones: La conductividad eléctrica del 27 % IACS es ideal para piezas electrónicas, de hardware, automotrices y decorativas.

Aleaciones de magnesio
- Modelo: AZ91D, AM60B, AS41B.
- Punto de fusión: 650°C.
- Alta relación resistencia-peso: Resistencia a la tracción 230 MPa (AZ91D).
- Buena maquinabilidad: Velocidades de mecanizado 2,5 veces más rápidas que el aluminio.
- Aplicaciones: El blindaje EMI lo hace adecuado para la industria automotriz, aeroespacial, dispositivos portátiles y artículos deportivos.

Aleaciones de cobre
- Modelo: C84400, C84800.
- Punto de fusión: 1.085°C.
- Alta resistencia: resistencia a la tracción alrededor de 310 MPa (C84400).
- Resistencia a la corrosión: Excelente en diversos entornos.
- Aplicaciones: Su alta resistencia al desgaste es adecuada para componentes eléctricos, de plomería, industriales y marinos.
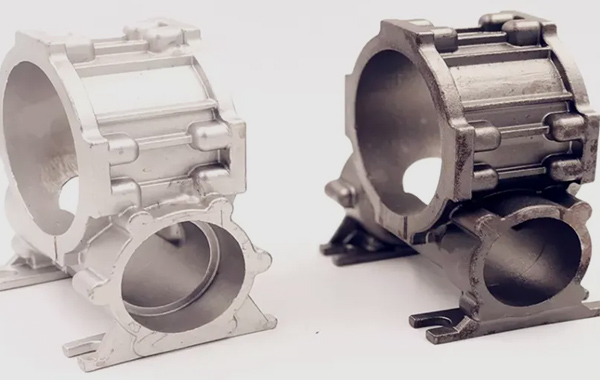
Tratamiento de superficies

Galvanoplastia
- Propósito: Proporciona una capa decorativa y protectora.
- Beneficios: Mejora la resistencia a la corrosión, la resistencia al desgaste y la apariencia.
- Materiales utilizados: Cromo, níquel, zinc.

Anodizado
- Propósito: Crea una capa gruesa de óxido en la superficie.
- Beneficios: Mejora la resistencia a la corrosión, la dureza de la superficie y la retención del tinte para colorear.
- Materiales utilizados: Principalmente aleaciones de aluminio.

Recubrimiento en polvo
- Propósito: Proporciona una capa protectora y decorativa.
- Beneficios: Proporciona un acabado duradero, uniforme y atractivo con buena resistencia a la corrosión.
- Materiales utilizados: Polvo de polímero termoplástico o termoendurecible.

Cuadro
- Propósito: Añade una capa protectora y estética.
- Beneficios: Mejora la apariencia, ofrece resistencia a la corrosión y permite la personalización del color.
- Materiales utilizados: Pinturas acrílicas, epoxicas, poliuretano.
Pasivación
- Propósito: Aumenta la resistencia a la corrosión de las superficies metálicas.
- Beneficios: Produce una capa de óxido protectora y elimina impurezas.
- Materiales utilizados: Soluciones de ácido nítrico o ácido cítrico.
Chorro de arena
- Propósito: Limpia y rugosa la superficie para una mejor adherencia de los recubrimientos.
- Beneficios: Mejora la limpieza de la superficie y la adherencia de recubrimientos posteriores.
- Materiales utilizados: Materiales abrasivos como arena, perlas de vidrio, óxido de aluminio.

Pulido
- Propósito: Crea un acabado de superficie suave y brillante.
- Beneficios: Mejora la apariencia y reduce la rugosidad de la superficie.
- Materiales utilizados: Compuestos abrasivos y ruedas de pulido.

Recubrimiento electroforético (pintura electroforética)
- Propósito: Aplica una capa protectora fina y uniforme.
- Beneficios: Proporciona una excelente resistencia a la corrosión y un espesor de recubrimiento uniforme.
- Materiales utilizados: Partículas de pintura cargadas eléctricamente.

Recubrimiento de conversión de cromato
- Propósito: Proporciona resistencia a la corrosión y una base para la pintura.
- Beneficios: Mejora la resistencia a la corrosión y la adhesión de la pintura.
- Materiales utilizados: Compuestos de cromato, adecuados para aleaciones de aluminio y zinc.
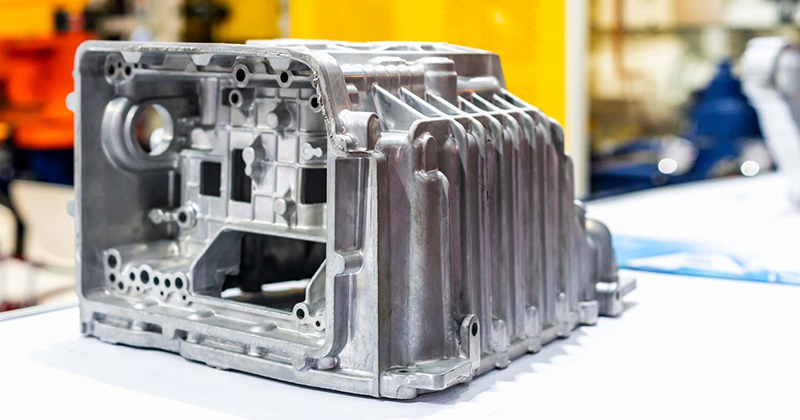
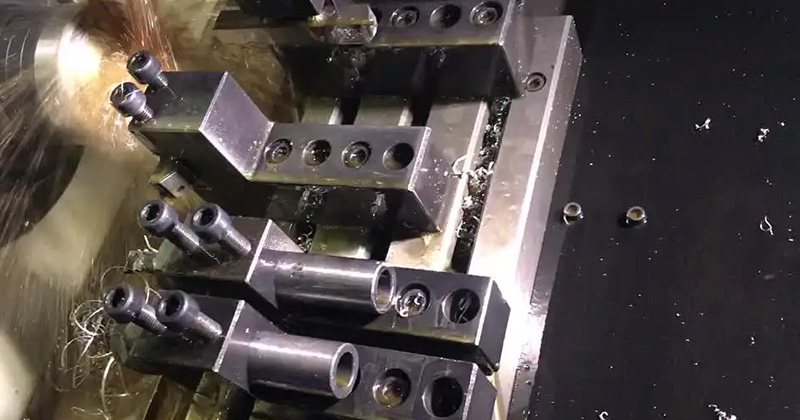
Nuestros proyectos de fundición a presión



Aplicaciones de fundición a presión

Industria automotriz

Industria aeroespacial

Maquinaria industrial

Dispositivos médicos

Industria Marina
