Produttore di pezzi pressofusi in magnesio
- La pressofusione del magnesio offre un eccellente rapporto resistenza/peso, rendendola ideale per la realizzazione di componenti leggeri e resistenti nei settori automobilistico e aerospaziale.
- Garantisce una stabilità dimensionale e una resistenza alla corrosione eccezionali, assicurando prodotti di alta qualità e di lunga durata.
- Eccellente controllo dimensionale
- Opzioni di design con pareti ultrasottili: da 0,5 a 1,0 mm
- Elevata resistenza e ottimo rapporto rigidità/peso
- Lunga durata degli utensili per ridurre il costo totale di produzione
- Ampia scelta di finiture
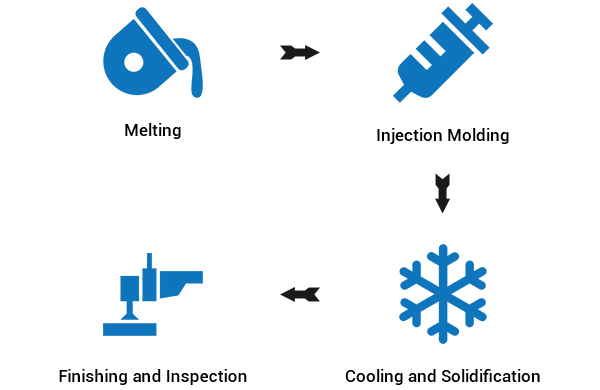
Processo di pressofusione del magnesio
Fusione
Le leghe di magnesio vengono fuse a 650 °C per ottenere una fluidità ottimale. Il processo di fusione garantisce una composizione omogenea della lega ed elimina le impurità, assicurando l'integrità del pezzo fuso.
Stampaggio a iniezione (colata)
Il magnesio fuso viene iniettato negli stampi a pressioni comprese tra 1.500 e 25.000 psi, riempiendo rapidamente cavità complesse per ottenere forme precise.
Raffreddamento e solidificazione
Il magnesio fuso si solidifica in un tempo compreso tra 5 e 15 secondi, riducendo al minimo le sollecitazioni termiche e garantendo un’elevata precisione dimensionale grazie alle elevate velocità di raffreddamento.
Finitura e controllo qualità
I pezzi rifilati e lavorati vengono sottoposti a anodizzazione, verniciatura e verniciatura a polvere. Ogni componente viene controllato per verificare l'assenza di difetti, l'integrità strutturale e la precisione dimensionale.
Metodi di pressofusione del magnesio
Pressofusione ad alta pressione del magnesio

Pressofusione a bassa pressione del magnesio

Pressofusione a camera calda con magnesio

Pressofusione a camera fredda con magnesio

Pressofusione sotto vuoto del magnesio

Colata a pressione del magnesio
Materiali comuni in lega di magnesio

AZ91D
- Composizione: 9% di alluminio, 1% di zinco, il resto magnesio.
- Caratteristiche: eccellente lavorabilità in fusione, buone proprietà meccaniche, elevata resistenza alla corrosione.
- Applicazione: Utilizzato nei blocchi motore delle automobili, nelle scatole del cambio, nei piantoni dello sterzo e nei tappi dei serbatoi di carburante.

AZ91HP
- Composizione: simile all’AZ91D, ma con livelli di purezza più elevati.
- Caratteristiche: maggiore duttilità, migliore resistenza alla corrosione.
- Applicazione: Adatto per alloggiamenti elettronici ad alta resistenza.

Advanced Micro Devices a 60 bit
- Composizione: 6% di alluminio, il resto magnesio.
- Caratteristiche: Elevata resistenza agli urti e all’allungamento, buona colabilità.
- Applicazione: ideale per componenti di sicurezza nel settore automobilistico, come i cruscotti.

Un uomo di 50 anni di corporatura media
- Composizione: 5% di alluminio, il resto magnesio.
- Caratteristiche: Buona combinazione di duttilità e resistenza, maggiore allungamento e resistenza agli urti.
- Applicazione: Utilizzato per telai di sedili e volanti di autoveicoli.

AS41
- Composizione: 4% di alluminio, 1% di silicio, il resto magnesio.
- Caratteristiche: buona resistenza allo scorrimento, adatto ad applicazioni ad alta temperatura.
- Applicazione: Utilizzato nei carter dei motori aerospaziali.

Arpa eolia
- Composizione: 4% di alluminio, 2% di terre rare, il resto magnesio.
- Caratteristiche: eccellente resistenza allo scorrimento, buone proprietà meccaniche a temperature elevate.
- Applicazione: ideale per i componenti del gruppo motopropulsore delle automobili.

Museo americano di storia naturale
- Composizione: 2% di alluminio, il resto magnesio.
- Caratteristiche: elevata duttilità e resistenza agli urti; resistenza meccanica inferiore rispetto alle leghe con un contenuto di alluminio più elevato.
- Applicazione: Adatto per i supporti del cruscotto delle automobili.

AZ31
- Composizione: 3% di alluminio, 1% di zinco, il resto magnesio.
- Caratteristiche: Buona combinazione di resistenza e duttilità, buona formabilità e saldabilità.
- Applicazione: Utilizzato nei pannelli della carrozzeria delle automobili e nelle sezioni della fusoliera dei velivoli.
Vantaggi e svantaggi della pressofusione del rame
Pro
- Elevato rapporto resistenza/peso.
- Eccellente controllo dimensionale.
- Produzione rapida.
- Eccezionale capacità di lavorare pareti sottili.
- Eccellente stabilità dimensionale/ripetibilità.
- Buone caratteristiche di finitura.
Contro
- Non sono stabili quanto i pezzi fusi in alluminio.
- Rischi di infiammabilità.
- Elaborazione complessa in fase di post-produzione.
- Applicazioni strutturali limitate.
- Le macchine necessarie sono costose.
I nostri progetti di pressofusione del magnesio






Opzioni di trattamento superficiale
- Rivestimento di conversione al cromato
- Levigatura e lucidatura
- Sabbiatura con microsfere
- Anodizzazione
- Verniciatura a polvere
- E-coat (rivestimento elettroforetico)
- Passivazione
- Rivestimento al fosfato