Servizio di saldatura dei metalli
- Siamo specializzati in diverse tecniche di saldatura, quali MIG, TIG, saldatura laser, saldatura al plasma e così via.
- Ciò ci consente di saldare insieme diversi tipi di lamiere, quali alluminio, acciaio, acciaio inossidabile, ghisa, ottone, rame, titanio e altro ancora.
- I nostri processi all’avanguardia garantiscono saldature resistenti, durevoli, lisce ed esteticamente gradevoli.
- Ampia gamma di capacità di saldatura
- 5 tipi fondamentali di giunti di saldatura
- Processi di post-saldatura di qualità
- Saldature prive di difetti
1. Invia le tue richieste relative alla saldatura
Condividete con noi le specifiche del vostro progetto; se necessario, i nostri ingegneri potranno aiutarvi a perfezionare i progetti per garantire il rispetto degli standard di saldatura ottimali.
2. Consulenza e preventivo
Il nostro team esaminerà la vostra richiesta, vi consiglierà sulla tecnica di saldatura più adatta (MIG, TIG, a elettrodo o altre) e vi fornirà un preventivo dettagliato e i tempi di completamento.
3. Prototipazione e saldatura di campioni
Per progetti complessi o che richiedono un elevato livello di precisione, offriamo servizi di prototipazione e saldatura di campioni per garantire che il prodotto finale soddisfi le vostre aspettative prima della produzione in serie.
4. Produzione e controllo qualità
Una volta ottenuta la vostra approvazione, avviamo il processo di saldatura applicando rigorose misure di controllo qualità per garantire che ogni giunzione e ogni saldatura siano conformi agli standard del settore.
5. Processi post-saldatura
Su richiesta, offriamo trattamenti post-saldatura quali molatura, lucidatura o rifinitura.
Come collaborare con noi?

Le nostre competenze nel campo della saldatura

Saldatura MIG (GMAW)
- Utilizza un elettrodo a filo alimentato in continuo e un gas inerte (di solito argon o una miscela) per proteggere la saldatura.
- Veloce, produce saldature pulite, adatto a materiali di spessore variabile da sottile a spesso.
- Adatto per acciaio, acciaio inossidabile e alluminio.

Saldatura TIG (GTAW)
- Utilizza un elettrodo di tungsteno non consumabile e una bacchetta di apporto, con protezione a gas inerte.
- Elevata precisione e controllo garantiscono saldature di alta qualità.
- Adatto per acciaio, acciaio inossidabile, alluminio, magnesio e titanio.

Saldatura ad elettrodo (SMAW)
- Utilizza un elettrodo consumabile rivestito di fondente; il fondente si vaporizza per proteggere la saldatura dall'ossidazione.
- Semplice, portatile, versatile, non richiede gas esterno.
- Adatto per acciaio, acciaio inossidabile e ghisa.
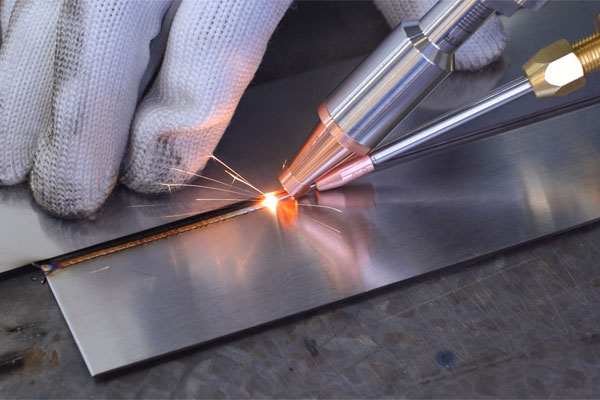
Saldatura laser
- Utilizza un raggio laser concentrato per fondere le superfici metalliche, creando una saldatura precisa.
- Elevata precisione, adatto a materiali sottili, distorsione minima, alta velocità.
- Adatto per acciaio, acciaio inossidabile, alluminio, titanio e metalli preziosi.
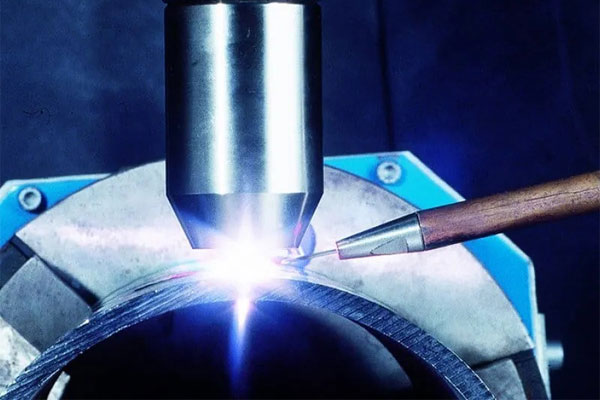
Saldatura al plasma
- Utilizza un arco al plasma ristretto per raggiungere temperature più elevate e ottenere saldature più concentrate.
- Consente una penetrazione profonda, ideale per materiali sottili e forme complesse.
- Adatto per acciaio inossidabile, titanio, rame, ottone e leghe di nichel.

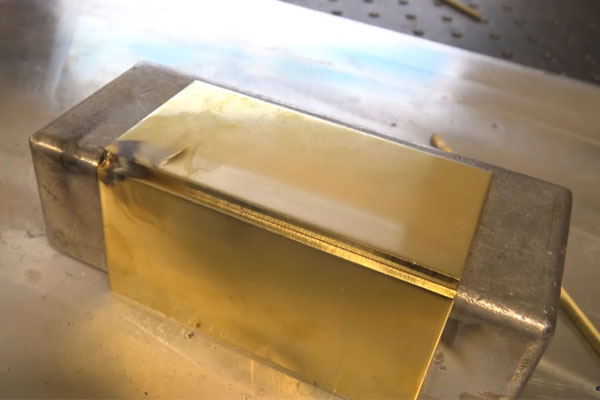
Saldatura a gas
- Un gas combustibile (in genere l'acetilene) viene combinato con l'ossigeno per generare una fiamma sufficientemente calda da fondere i metalli e unirli tra loro.
- Portatile, versatile, in grado di tagliare e saldare il metallo, non richiede alimentazione elettrica.
- Adatto per acciaio, rame, alluminio e bronzo.
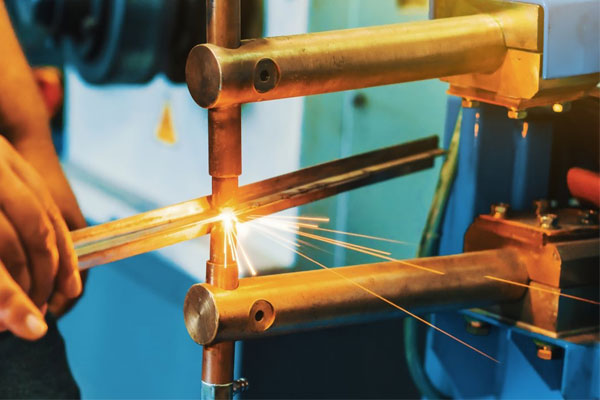
Saldatura a punti
- Sfrutta la resistenza elettrica per generare calore tra due superfici metalliche in punti specifici, fondendole tra loro.
- Veloce, efficiente, deformazione minima.
- Adatto a metalli sottili come l'acciaio e l'alluminio.

Saldatura a giunto
- Far passare una corrente elettrica attraverso pezzi di metallo sovrapposti, riscaldarli e pressarli.
- Giunti resistenti e a tenuta stagna; ideali per giunture lunghe.
- Adatto a metalli sottili, in particolare acciaio e alluminio.
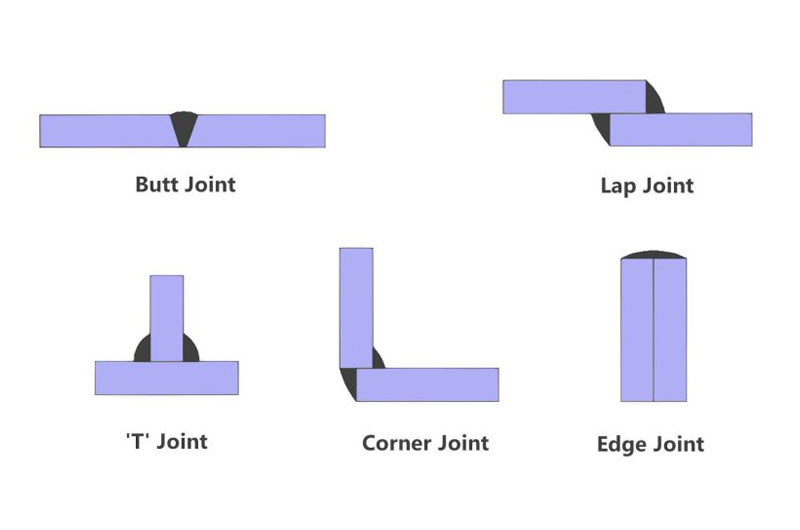
1. Giunto di testa
Due pezzi metallici vengono allineati sullo stesso piano e saldati lungo i bordi, garantendo solidi collegamenti strutturali, ideali per la lavorazione di lamiere e piastre metalliche.
2. Giunto a sovrapposizione
Sovrapposizione di due pezzi metallici e saldatura lungo i bordi, tecnica comunemente utilizzata per unire materiali più sottili, garantendo durata e resistenza agli assemblaggi.
3. Prepara uno spinello
Un elemento metallico viene saldato perpendicolarmente a un altro, formando una "T", spesso utilizzata nelle strutture portanti per garantire maggiore resistenza e sostegno.
4. Giunto angolare
Due pezzi metallici vengono saldati ad angolo retto per formare un angolo esterno, utilizzato nelle strutture a scatola o a telaio, che garantisce finiture robuste e pulite.
5. Giunto per bordi
I bordi di due pezzi metallici adiacenti vengono saldati tra loro; questo metodo è indicato per l'unione di lamiere sottili e viene spesso utilizzato in progetti di carpenteria leggera.
Tipi fondamentali di giunti saldati in metallo
Processi post-saldatura

Finitura superficiale

Trattamento termico
Rafforza le proprietà del metallo saldato mediante processi controllati di riscaldamento e raffreddamento, migliorandone la durata e le prestazioni strutturali.

Controlli non distruttivi (NDT)
Difetti di saldatura e soluzioni

Porosità
- Piccole sacche di gas intrappolate nel cordone di saldatura.
- Causato dalla presenza di impurità sul metallo di base, dall’uso di un gas di protezione non idoneo o da una portata errata.
- Assicurarsi di pulire accuratamente il materiale di base prima della saldatura. Utilizzare gas di protezione adeguati e assicurarsi che le portate siano corrette. Controllare le velocità di raffreddamento.

Prezzi inferiori
- Una scanalatura formatasi sul bordo del cordone di saldatura.
- Causato da una corrente di saldatura eccessiva, da una velocità inadeguata o da un angolo errato dell'elettrodo.
- Regolare i parametri di saldatura (tensione, intensità di corrente, velocità di avanzamento), mantenere l'angolazione corretta dell'elettrodo e, se necessario, ricorrere a tecniche di saldatura a zig-zag per riempire la scanalatura.

Crepe
- Fratture nella saldatura o nella zona termicamente alterata.
- Causato da elevate concentrazioni di sollecitazioni, da un preriscaldamento o da un raffreddamento inadeguati.
- Prima della saldatura, utilizzare tecniche di preriscaldamento adeguate. Controllare la velocità di raffreddamento dopo la saldatura (raffreddamento lento o trattamento termico post-saldatura). Assicurarsi che la progettazione del giunto sia adeguata.
Distorsione
- Deformazione dei componenti saldati.
- Causato da una distribuzione non uniforme del calore durante la saldatura. Forti gradienti di temperatura.
- Utilizzare tecniche di saldatura equilibrate per ridurre al minimo la concentrazione di calore. Utilizzare dispositivi di fissaggio per mantenere saldamente in posizione il pezzo da lavorare. Valutare l'utilizzo della saldatura a più passate per distribuire il calore in modo più uniforme.
I nostri progetti di saldatura