تُستخدم الحوامل المخصصة لتثبيت أجهزة الاستشعار، ودعم الألواح، ومحاذاة الأعمدة، وتسهيل صيانة المجموعات. وعادةً ما تتلخص أفضل طريقة لتخصيصها في عمليتين: القطع بالليزر (للحصول على مقاطع ثنائية الأبعاد سريعة ودقيقة في الصفائح المعدنية) والتصنيع باستخدام الحاسب الآلي (للحصول على ميزات ثلاثية الأبعاد عالية الدقة، واللولبات، والمقاطع الأكثر سمكًا).
يشرح هذا الدليل كيفية عمل كل عملية، ومستوى الدقة والتشطيبات المتوقعة، وكيف تتغير التكاليف مع زيادة الكمية، ومتى يكون الأسلوب المختلط هو الخيار الأفضل.
ما الذي تعنيه «الحوامل المخصصة» عادةً
تبدأ معظم الدعامات كمقاطع مسطحة بها ثقوب وفتحات، ثم تُضاف إليها ميزات تُكيّفها مع المهمة المطلوبة: تجاويف لتثبيت المثبتات بشكل مستوٍ، وخيوط للتركيب المباشر، وجيوب تقوية، وشطب الحواف لإزالة الزوايا الحادة، وأحيانًا نقاط مرجعية دقيقة للتجميع القابل للتكرار.
تستخدم بعض المهام صفائح رقيقة (1–6 مم) مع انحناءات؛ بينما تتطلب مهام أخرى كتلًا أو عروات سميكة وصلبة (10–40 مم) تتحمل أحمالًا كبيرة. ويُعد مطابقة العملية مع سماكة الدعامة ودقتها وخصائصها جوهر التصميم الجيد للتصنيع (DFM).
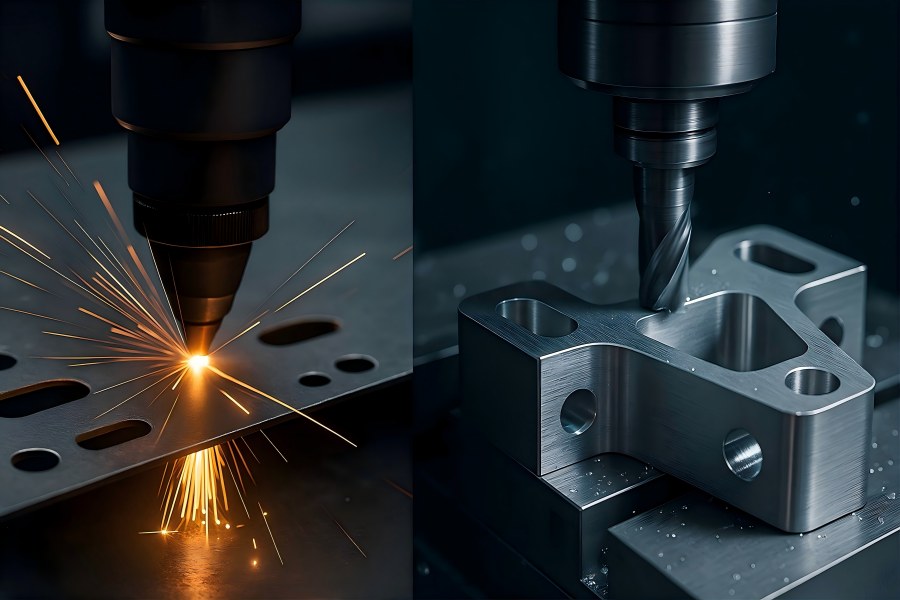
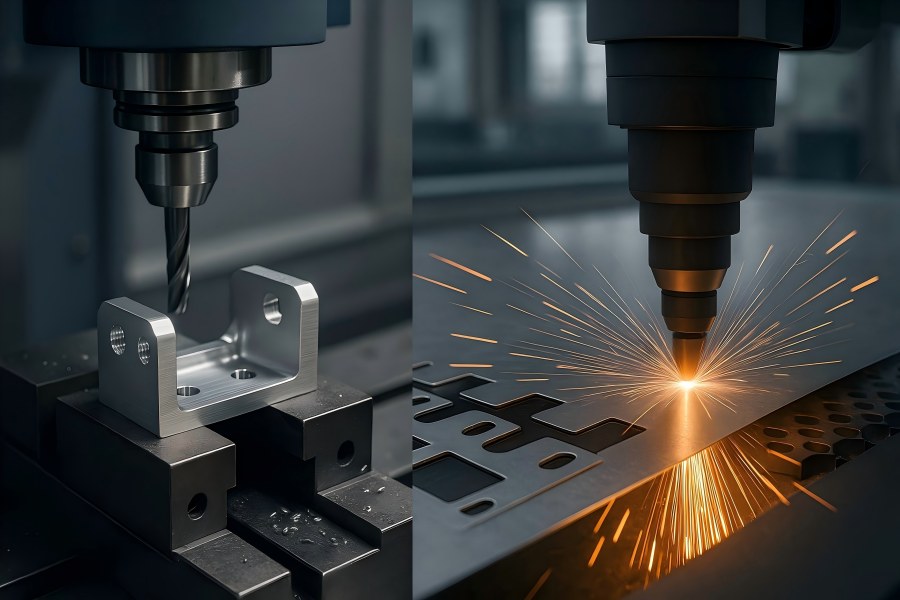
كيف تعمل العمليتان
يستخدم القطع بالليزر شعاعًا مركّزًا لإذابة/تبخير المادة على طول مسار مبرمج. وهو يتفوق في الهندسة ثنائية الأبعاد للصفائح المعدنية (الفولاذ، الفولاذ المقاوم للصدأ، الألومنيوم، النحاس). تعمل ليزرات الألياف الحديثة بسرعة، وتترك حوافًا نظيفة، وتقلل من المناطق المتأثرة بالحرارة (HAZ) إلى أدنى حد، خاصةً على المواد الرقيقة.
تقوم المعالجة باستخدام الحاسب الآلي (CNC) بإزالة المواد باستخدام أدوات دوارة في ثلاثة إلى خمسة محاور. وهي تنتج ميزات ثلاثية الأبعاد دقيقة (جيوب، نتوءات)، وجودة ممتازة للثقوب، وأوجه مسطحة تمامًا، وخيوط وظيفية، وشرفات/حواف تجميلية على الألواح أو الكتل المعدنية، بالإضافة إلى القطع الخام المقطوعة بالليزر.
في الممارسة العملية، يتم تصنيع العديد من الدعامات من قطع خام مقطوعة بالليزر + معالجة ثانوية (التثقيب، الغاطس، التوسيع). غالبًا ما يحقق هذا النهج الهجين أفضل توازن بين السرعة والدقة والتكلفة.
دقة الأبعاد والملاءمة
بالنسبة لملاءمة الدعامات — محاذاة البراغي، وخلوص الفتحة، والموضع الحقيقي للمرجع — فإن الدقة أمر مهم.
دقة الموضع: عادةً ما يحافظ القطع بالليزر على دقة تبلغ ±0.10 مم في الألواح الرقيقة؛ أما في المقاطع السميكة أو الميزات الصغيرة جدًّا، فقد ترتفع هذه الدقة إلى ±0.15–0.25 مم. وتُعد دقة الموضع باستخدام التحكم الرقمي (CNC) التي تتراوح بين ±0.02–0.05 مم أمرًا معتادًا في الأجزاء المثبتة بشكل صحيح.
جودة الثقوب: تكون الثقوب الناتجة عن الليزر مستديرة وسريعة الصنع، لكنها قد تظهر انحرافًا وتباعدًا طفيفًا عن الاستدارة في المواد السميكة. أما الثقوب المحفورة/الموسعة باستخدام التحكم الرقمي (CNC)، فهي أكثر استقامة وضيقًا ويمكن التحكم فيها بسهولة لتتناسب مع مقاييس H7/H8 من خلال عملية التوسيع.
تفاصيل الشق والزوايا: يبلغ عرض شق الليزر حوالي 0.10–0.20 مم، مما يتيح الحصول على زوايا خارجية حادة وخصائص داخلية دقيقة (ضمن الحدود الحرارية). أما الزوايا الداخلية التي يتم تصنيعها باستخدام التحكم الرقمي (CNC) فهي مقيدة بنصف قطر الأداة؛ وقد يتطلب تحديد أنصاف أقطار صغيرة استخدام طواحين طرفية دقيقة وزيادة أوقات الدورات.
الدقة النموذجية
| المقاييس المترية | القطع بالليزر (صفائح 1–6 مم) | التصنيع باستخدام الحاسب الآلي (لوح/كتلة) |
| تفاوت الموضع (نموذجي) | ±0.10 مم | ±0.02–0.05 مم |
| تفاوت قطر الثقب (نموذجي) | ±0.10–0.20 مم | ±0.01–0.03 مم (مثقاب/موسع) |
| انحناء الحافة | 0.1–1.0° (حسب السماكة) | ~0° (مُطحون) |
| تشطيب السطح (الحافة) | Ra 3–10 ميكرومتر | Ra 1–3 ميكرومتر (مرور التشطيب) |
| الحد الأدنى العملي لعرض الفتحة | ≈ سماكة المادة (حسب الجودة) | قطر الأداة (على سبيل المثال، 1–3 مم شائع) |
| المنطقة المتأثرة بالحرارة | ~0.05–0.4 مم | لا شيء |
جودة الحواف والمعالجة اللاحقة
تكون حواف الليزر ناعمة ومتسقة، خاصةً على الفولاذ المقاوم للصدأ والفولاذ الطري الرقيق. أما على المواد السميكة والألومنيوم، فقد تظهر بقايا صغيرة يمكن إزالتها بسرعة. تكون الحواف المطحونة باستخدام الحاسب الآلي خالية من النتوءات مع شرفات أو أنصاف أقطار قابلة للتحكم واتساق شكلي أفضل عبر الأوجه.
إذا كان من المقرر تطبيق الطلاء أو الطلاء بالمسحوق، فإن كلا العمليتين تستفيدان من إزالة النتوءات الخفيفة أو تكسير الحواف؛ حيث تتيح آلات CNC تحديد أبعاد الشطب بدقة، وهو ما يقدّره كل من عمال الطلاء وعمال التجميع.
نطاق المواد والسماكة
القطع بالليزر: ممتاز على الصفائح والألواح. الفولاذ الطري حتى ~25 مم (حسب الماكينة)، والفولاذ المقاوم للصدأ حتى ~16–20 مم، والألومنيوم غالبًا حتى ~12–15 مم باستخدام ليزر الألياف. أصبحت السبائك العاكسة (الألومنيوم، والنحاس، والنحاس الأصفر) الآن أمرًا روتينيًا في أنظمة الألياف الحديثة. تتسم المقاطع السميكة جدًّا بسرعة أبطأ، ومنطقة تأثر حراري (HAZ) أكبر، وتناقص أكبر في السماكة.
التصنيع باستخدام الحاسب الآلي (CNC): يعمل على المواد الرقيقة إلى السميكة جدًّا، بما في ذلك ألواح الألومنيوم (على سبيل المثال، 20–50 مم)، وسبائك الفولاذ، والتيتانيوم، والبلاستيك. وهو الخيار المفضل للأقواس السميكة والصلبة، والأشكال ثلاثية الأبعاد المعقدة، وأسطح التوصيل الدقيقة.
السرعة، ومدة التنفيذ، واقتصاديات حجم الدفعة
يتفوق الليزر في الأشكال ثنائية الأبعاد التي تعتمد على مبدأ «البرمجة والتشغيل» مع الحد الأدنى من التثبيت؛ حيث تُبرمج التجميعات لتعظيم الاستفادة من الصفائح. كما أن عمليات التبديل سريعة.
تتطلب التصنيع باستخدام الحاسب الآلي (CNC) تثبيتًا ومسارات أدوات وبرمجة أكثر تفصيلًا، مما يجعل إعدادها يمثل حصة أكبر من تكلفة الوحدة عند الكميات المنخفضة — لكن التصنيع باستخدام الحاسب الآلي (CNC) يتفوق عندما تتطلب الميزات ذلك.
مقارنة توضيحية للتكلفة (دعامة مسطحة بسيطة)
الافتراضات الخاصة بدعامة من الفولاذ الطري مقاس 100 × 100 × 3 مم بها 6 ثقوب وفتحتان (بدون خيوط؛ لا يشمل الطلاء).
القطع بالليزر: 60 دولارًا للإعداد؛ 1.50 دولار/دقيقة للقطع؛ 0.5 دقيقة/قطعة؛ 0.30 دولار لإزالة الحواف الخشنة/قطعة؛ 0.50 دولار للمواد/قطعة.
التصنيع باستخدام الحاسب الآلي (CNC): 120 دولارًا للإعداد؛ 2.50 دولارًا للدقيقة للدورة؛ 6 دقائق لكل قطعة؛ 0.20 دولارًا للأدوات لكل قطعة؛ 0.50 دولارًا للمواد لكل قطعة.
| الكمية | الليزر: التكلفة الإجمالية | الليزر: التكلفة لكل قطعة | التصنيع باستخدام الحاسب الآلي (CNC): التكلفة الإجمالية | التصنيع باستخدام الحاسب الآلي (CNC): التكلفة لكل قطعة |
| 1 | 61.55 دولار | 61.55 دولار | 135.70 دولار | 135.70 دولار |
| 10 | 75.50 دولار | 7.55 دولار | 277.00 دولار | 27.70 دولار |
| 50 | 137.50 دولار | 2.75 دولار | 905.00 دولار | 18.10 دولار |
| 200 | 370.00 دولار | 1.85 دولار | 3,260.00 دولار | 16.30 دولار |
خلاصة القول: بالنسبة للأجزاء المسطحة البسيطة التي لا تحتوي على خيوط، فإن القطع بالليزر هو الخيار الأفضل من حيث تكلفة الوحدة — خاصةً عند الكميات الكبيرة جدًا. ولكن بمجرد إضافة فتحات غاطسة، أو ثقوب H7 دقيقة، أو خيوط، فمن المتوقع أن يكون التدفق الهجين (الليزر + CNC) هو الخيار الأفضل من حيث القيمة.
قدرات الميزات الخاصة بالدعامات
هندسة الثقوب والفتحات
الليزر: سريع بالنسبة للعديد من الثقوب/الشقوق؛ قد ترتفع درجة حرارة الثقوب الصغيرة عند استخدامها على الألواح السميكة (تدريج وإعادة صب). هناك قاعدة عامة مفادها أن الحد الأدنى لقطر الثقب ≈ سماكة المادة للحصول على أفضل جودة. بالنسبة لثقوب البراغي التي يجب أن تتوافق مع تراصفات ضيقة، ضع في اعتبارك إجراء معالجة لاحقة لبعض ثقوب التحديد.
التحكم الرقمي (CNC): استدارة وأسطوانية فائقتان؛ يسهل تحقيق المواصفات الدقيقة في أنماط البراغي أو فتحات المسامير الموسعة.
الخيوط والتجويفات
الليزر: لا يمكنه إنشاء الخيوط أو التجاويف. ستقوم بحفر الثقب التوجيهي بالليزر ثم استخدام CNC للتثقيب/التجويف بعد ذلك (أو استخدام صواميل PEM إذا كانت الصفيحة رقيقة).
التصنيع باستخدام الحاسب الآلي (CNC): الحفر المباشر، والتثقيب (بالقطع أو التشكيل)، والتجويف بزوايا وأعماق يمكن التحكم فيها. مثالي لواجهات المثبتات الحاملة والقابلة للصيانة.
التجاويف وتخفيف الوزن
الليزر: ثنائي الأبعاد فقط. يعد تخفيف الوزن عن طريق القصاصات سريعًا ورخيصًا في حوامل الصفائح.
التحكم الرقمي (CNC): جيوب وأضلاع ثلاثية الأبعاد تضبط نسبة الصلابة إلى الوزن في الحوامل السميكة؛ كما توفر الجيوب المُشكّلة آليًا أسطحًا مرجعية للتجميع القابل للتكرار.
شطب الحواف والزوايا
الليزر: تظل الحافة «كما هي بعد القطع» ما لم تضف خطوة إزالة النتوءات. يمكن إضافة انكسارات في الحواف عن طريق الدوران؛ أما الشطب الدقيق فيتطلب التصنيع الآلي.
التصنيع باستخدام الحاسب الآلي (CNC): شطب/تدريجات محكومة في كل مكان تحتاج إليه (شطب نموذجي من 0.5 إلى 1.0 مم لأغراض السلامة والطلاء).
التفاوتات واعتبارات GD&T
- نقاط الإحداثيات: إذا كان الحامل الخاص بك يحدد موقع مستشعر دقيق، فحدد نقاط إحداثيات مُشكَّلة آليًّا (أسطح أو ثقوب) واجعل الميزات التي يتم قطعها بالليزر فقط غير حاسمة.
- الموضع الحقيقي: حافظ على توضيحات دقيقة للموضع الحقيقي (≤ ±0.05 مم) للثقوب المصنعة باستخدام CNC؛ واسمح بمواضع أكثر مرونة في الميزات التي يتم تصنيعها بالليزر فقط والتي تتيح مرور البراغي فقط.
- التسطيح: قد تتحرك الأجزاء المصنوعة من الصفائح قليلاً بسبب الإجهاد المتبقي والحرارة. يمكن أن تنتج عمليات التسطيح السطحية باستخدام CNC أوجهًا مسطحة ومتوازية على الأجزاء السميكة أو تضيف تجاويف تخفيف حتى يستقر الحامل بشكل مستوٍ.
القوة وتأثيرات الحرارة
منطقة التأثر بالحرارة (HAZ) الناتجة عن الليزر رقيقة، ولكنها قد تغير قليلاً البنية المجهرية عند حافة القطع في الفولاذ عالي الكربون والمقاطع السميكة. بالنسبة للأقواس الحساسة للإجهاد، قم بتدوير الزوايا الداخلية، وإزالة الحواف الخشنة بدقة، وحدد حالة حافة القطع بعد القطع (على سبيل المثال، طحن الزوايا الحادة لكسرها).
تقوم آلات CNC بإزالة المواد ميكانيكيًا، لذا لا توجد منطقة تأثر حراري (HAZ) — وهو أمر مفيد لمسارات الأحمال عالية الدورات والعروات المحملة بدقة.
تشطيب السطح والجماليات
تكون حواف الليزر متجانسة ومحفورة بلون داكن على الفولاذ الكربوني، ولامعة على الفولاذ المقاوم للصدأ/الألومنيوم. بعد الطلاء بالمسحوق، تختفي الاختلافات في الحواف، لكن كسر الحواف قبل الطلاء يحسن تغليف الطلاء ومقاومة التكسر.
يمكن للأسطح المُشكّلة باستخدام CNC تحقيق تشطيبات منخفضة الـ Ra مع لمعان متسق. إذا كان الحامل مرئيًا، فإن الشرفات المُشكّلة آليًا وأنماط الأسطح ترفع من الجودة المتصورة.
متى يكون الليزر هو الخيار الأفضل
- الحوامل المصنوعة من صفائح رقيقة إلى متوسطة السماكة مع العديد من الثقوب/الفتحات.
- الكميات المتوسطة إلى الكبيرة حيث يكون استهلاك تكاليف الإعداد عاملاً مهمًا.
- التصميمات التي لا تحتاج إلى خيوط أو غاطسات (أو التي ستضيف فيها أجزاء PEM).
- النماذج الأولية سريعة التنفيذ حيث تكون الهندسة ثنائية الأبعاد هي المهمة الرئيسية ويمكنك قبول دقة ملاءمة تتراوح بين ±0.10 و0.20 مم.
متى يكون التصنيع باستخدام الحاسب الآلي (CNC) هو الخيار الأفضل
- الدعامات السميكة عالية التحميل (10–40 مم) التي تتطلب تفاوتات ضيقة وأوجه تلامس مسطحة.
- الأجزاء التي تحتوي على خيوط، أو تجاويف، أو ثقوب دبوس دقيقة، أو جيوب ثلاثية الأبعاد.
- الحالات التي تتطلب مواصفات GD&T دقيقة (الموضع الصحيح، والعموديّة، والتسطيح) عبر أسطح متعددة.
- المكونات المرئية التي يُعد فيها التشكيل التجميلي والشرفات الخاضعة للتحكم من نقاط القوة التسويقية.
سير العمل المختلط الذي تستخدمه معظم الورش
الطريقة الأكثر اقتصادية للعديد من الدعامات هي: قطع القطعة الخام بالليزر → التشكيل (إذا لزم الأمر) → الميزات الحاسمة باستخدام CNC (التثقيب، التجاويف، الثقوب الدقيقة، تسطيح الأسطح). يمكنك الاستفادة من سرعة الليزر في الهندسة غير الحاسمة ودقة CNC في الأماكن المهمة، دون الحاجة إلى تصنيع كل حافة.
مثال على نقطة بيانات سير العمل الهجين
قوس من الفولاذ المقاوم للصدأ بسمك 3 مم مع 10 ثقوب خالية و2 سنون M6، الكمية = 100:
- الليزر: 0.6 دقيقة/قطعة، 1.50 دولار/دقيقة → 0.90 دولار + 0.30 دولار لإزالة الحواف الخشنة + 0.70 دولار للمواد ≈ 1.90 دولار/قطعة
- التصنيع الثانوي باستخدام التحكم الرقمي (ثقب فتحتين + غاطس 4): 1.2 دقيقة/قطعة بسعر 2.50 دولار/دقيقة + 0.15 دولار للأدوات ≈ 3.15 دولار/قطعة
- إجمالي التكاليف المتغيرة ≈ 5.05 دولار/قطعة (+ تكاليف إعداد متواضعة). لا يزال هذا أقل بكثير من التكلفة الكاملة للتصنيع باستخدام الحاسب الآلي بالكامل من الصفيحة.
دراستان قصيرتان للحالة
حامل مستشعر رفيع، 2,000 قطعة
فولاذ مقاوم للصدأ 304 بسمك 1.5 مم، 8 ثقوب تفرغ، فتحتان مشقوقتان للتعديل، طلاء مسحوق تجميلي.
- العملية: قطع بالليزر على صفائح كبيرة، إزالة الحواف الخشنة بالدوران، ثني، إدخال صواميل PEM.
- السبب: التكلفة للوحدة ووقت الدورة هما العاملان الفائزان. لا حاجة إلى التصنيع باستخدام الحاسب الآلي (CNC)؛ توفر صواميل PEM الملولبة خيوطًا قوية دون الحاجة إلى التثقيب.
حامل عروة للمعدات الثقيلة، 5 قطع
20 مم من سبائك 7075-T6، فتحتان موسعتان لمسامير تثبيت بقطر 10 في موضع دقيق ومحدد، أربعة خيوط M12، مع تجويف لتقليل الوزن.
- العملية: تصنيع باستخدام الحاسب الآلي (CNC) من الصفيحة مع تمريرات تخشين + تشطيب، طحن/تثقيب الخيوط، توسيع فتحات المسامير، إضافة حواف مشطوفة.
- السبب: الدقة والسماكة تستلزمان استخدام CNC بالكامل؛ حيث إن الليزر سيكون بطيئًا، وسيترك استدقاقًا، وسيظل هناك حاجة إلى المعالجة الآلية.
مصفوفة قرار سريعة
| الموقف | المسار الموصى به | الأساس المنطقي |
| صفائح رقيقة (< 6 مم)، ثقوب/فتحات عديدة، بدون خيوط | الليزر فقط | أقل تكلفة لكل قطعة، أسرع وقت إنتاج |
| صفائح رقيقة مع عدد قليل من الخيوط/التجويفات | الليزر + معالجة ثانوية باستخدام التحكم الرقمي (CNC) أو الليزر + PEM | الليزر لتشكيل المظهر الجانبي؛ تضيف المعالجة الآلية أو الأجزاء المعدنية وظائف |
| صفائح سميكة (≥ 10 مم) ذات ميزات دقيقة | التصنيع باستخدام الحاسب الآلي (CNC) فقط | معايير GD&T صارمة، بدون منطقة تأثير الحرارة (HAZ)، أسطح مستوية |
| حامل مرئي مع حواف مشطوفة تجميلية | الليزر + CNC لمسات الحواف/الأسطح | الجمع بين السرعة واللمسة النهائية |
| كميات صغيرة جدًا، ميزات ثلاثية الأبعاد معقدة | التصنيع باستخدام التحكم الرقمي (CNC) فقط | استهلاك تكاليف الإعداد أقل أهمية؛ الدقة هي الأهم |
| كميات كبيرة جدًا، ميزات ثنائية الأبعاد بسيطة | الليزر فقط (ربما مع ثقب برجي) | تسود كفاءة الإنتاج وكفاءة التجميع |