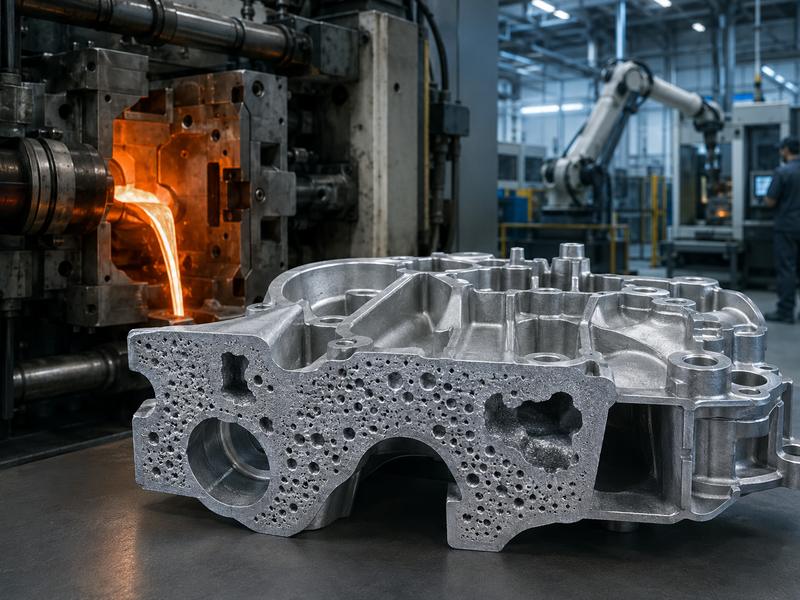
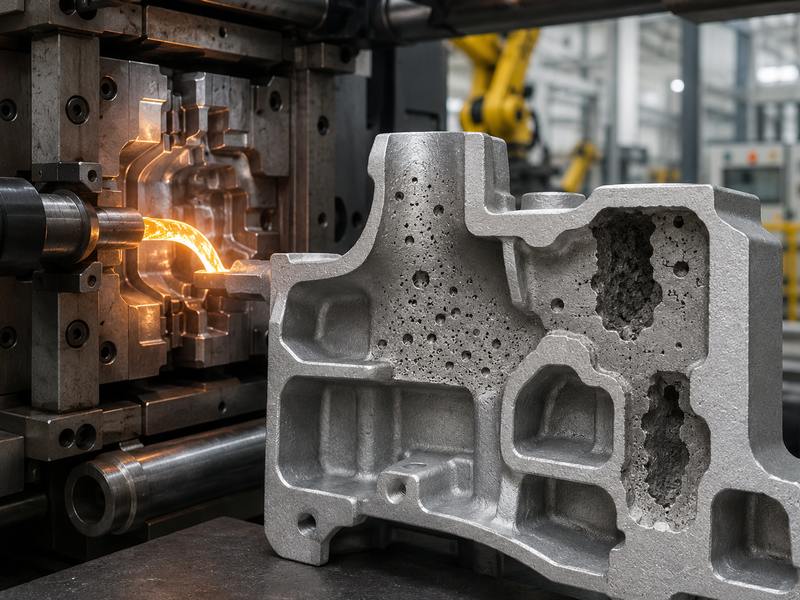
تعد المسامية أحد العيوب الشائعة في عملية الصب بالقالب، وتظهر على شكل ثقوب أو فراغات أو فقاعات أو تجاويف داخل القطعة أو على سطحها. وقد تظهر هذه العيوب بعد المعالجة الآلية أو يتم اكتشافها من خلال الفحص بالأشعة السينية أو اختبارات الضغط أو التسرب أو الاختبارات التدميرية.
يمكن أن تؤدي المسامية إلى تقليل القوة، والتسبب في التسرب، والتأثير على التشطيب، وتقليل عمر القطعة، خاصة في الصناعات ذات المتطلبات العالية.
تشمل الأسباب الشائعة الغاز المحبوس، والانكماش، وسوء تصميم القالب، وإعدادات العملية الخاطئة، والمعادن الملوثة، والرطوبة، وسوء التهوية. يبدأ حل المشكلة بتحديد النوع والسبب الجذري.
ما هي المسامية في الصب بالقالب؟
في عملية الصب بالقالب، يتم ضخ المعدن المنصهر بسرعة وتحت ضغط شديد إلى تجويف قالب فولاذي. يملأ المعدن التجويف بسرعة ثم يتصلب ليتخذ الشكل المطلوب. خلال هذه العملية، قد يعلق الهواء أو الغاز أو البخار أو تجاويف الانكماش داخل المعدن. وتصبح هذه الفراغات المحبوسة ما يُعرف بالمسامية.
قد تظهر المسامية على النحو التالي:
- ثقوب صغيرة مستديرة داخل القطعة المصبوبة
- تجاويف غير منتظمة بالقرب من الأجزاء السميكة
- ثقوب دقيقة على السطح بعد التلميع أو الطلاء
- تسربات في الأجزاء المقاومة للضغط
- فراغات مكشوفة بعد المعالجة باستخدام آلات CNC
- ظهور فقاعات بعد المعالجة الحرارية أو الطلاء
قد تكون المسامية الصغيرة مقبولة لبعض الأجزاء غير الحرجة. ومع ذلك، بالنسبة للأجزاء الهيكلية، والأجزاء المقاومة للضغط، والعلب الكهربائية، والمكونات الهيدروليكية، والأجزاء المصنعة بدقة، يمكن أن تتسبب المسامية المفرطة في مشاكل جودة خطيرة.
الفئات الرئيسية للمسامية في الصب بالقالب
يتميز الصب بالقالب بنوعين رئيسيين من المسامية: المسامية الغازية ومسامية الانكماش. وفي العديد من حالات الإنتاج الفعلية، قد يظهر كلا النوعين معًا.
| نوع المسامية | السبب الرئيسي | المظهر النموذجي | الموقع الشائع |
| مسامية الغاز | الهواء أو الغاز أو البخار أو مادة التشحيم المحبوسة في المعدن المنصهر | ثقوب ناعمة ومستديرة | مناطق عشوائية، بالقرب من السطح، جدران رقيقة |
| مسامية الانكماش | ينكمش المعدن أثناء التصلب دون تغذية كافية | تجاويف غير منتظمة وخشنة | المقاطع السميكة، النقاط الساخنة، الزوايا الداخلية |
| مسامية مرتبطة بالتدفق | تدفق المعدن المضطرب يحبس الهواء | فراغات صغيرة مختلطة | بالقرب من البوابات، والقنوات، والخصائص المعقدة |
| المسامية السطحية | وجود غاز أو تلوث بالقرب من السطح | ثقوب دقيقة أو حفر صغيرة | الأسطح المُشغَّلة أو المصقولة |
| مسامية التسرب | فراغات داخلية متصلة | قد لا تكون مرئية من الخارج | الأجزاء المقاومة للضغط أو التي تنقل السوائل |
يعد فهم نوع المسامية الخطوة الأولى في إيجاد الحل المناسب. تختلف أسباب المسامية الغازية ومسامية الانكماش، لذا تتطلب أيضًا إجراءات تصحيحية مختلفة.
الهواء المحبوس أثناء حقن المعدن
يعد الهواء المحبوس أحد أكبر أسباب المسامية في عملية الصب بالقالب. أثناء عملية الصب بالقالب تحت الضغط العالي، يندفع المعدن السائل إلى تجويف القالب بسرعة كبيرة. إذا كان تدفق المعدن مضطربًا للغاية، فقد ينثني على نفسه ويحبس الهواء داخل المسبوك.
يحدث هذا غالبًا عندما يكون نظام القنوات سيئ التصميم أو عندما تكون سرعة الحقن عالية جدًّا. فبدلاً من ملء التجويف بسلاسة، يتناثر المعدن أو يتطاير أو يخلق موجات. وتؤدي أنماط التدفق غير المستقرة هذه إلى احتجاز الهواء وتشكيل جيوب غازية بعد التصلب.
تشمل العلامات الشائعة للهواء المحبوس الثقوب الدائرية الصغيرة، والمسامية المتناثرة، والعيوب بالقرب من منطقة البوابة أو الأجزاء ذات الجدران الرقيقة.
كيفية تقليل الهواء المحبوس
- تحسين تصميم البوابة والقناة
- استخدام محاكاة التعبئة المناسبة قبل تصنيع القوالب
- ضبط سرعة وضغط الحقن
- تجنب الاضطرابات المعدنية المفرطة
- تحسين التهوية في نهاية مسار التعبئة
- استخدام الصب بالقالب بمساعدة التفريغ للأجزاء الصعبة
سوء تهوية القالب
تعتبر تهوية القالب أمرًا بالغ الأهمية في عملية الصب بالقالب. عندما يملأ المعدن المنصهر تجويف القالب، يجب أن يخرج الهواء الموجود داخل التجويف بسرعة. إذا كان نظام التهوية صغيرًا جدًّا، أو مسدودًا، أو في موضع غير مناسب، أو لم يتم صيانته بشكل صحيح، يظل الهواء محبوسًا داخل المعدن.
غالبًا ما يتسبب سوء التهوية في حدوث مسامية غازية، وانغلاق بارد، وملء غير كامل، وعيوب سطحية. هذه المشكلة شائعة بشكل خاص في الأجزاء المعقدة ذات الجدران الرقيقة، والأضلاع العميقة، والجيوب المغلقة، أو مسارات التدفق الطويلة.
| مشكلة التهوية | النتيجة المحتملة |
| فتحات التهوية صغيرة جدًا | لا يستطيع الهواء الخروج بالسرعة الكافية |
| فتحات التهوية في موضع غير صحيح | يظل الغاز محبوسًا في المناطق الميتة |
| فتحات التهوية مسدودة | زيادة مسامية الغاز |
| لا يوجد تصميم للتفريغ الزائد | تبقى الأكاسيد والغاز داخل المسبوكات |
| صيانة القوالب غير جيدة | تتفاقم مشكلة التهوية بمرور الوقت |
يجب مراعاة التهوية الجيدة أثناء تصميم القالب، وليس فقط بعد ظهور العيوب. يمكن أن تؤدي آبار الفائض وقنوات التفريغ وفتحات التهوية المناسبة على خط الفصل إلى تحسين جودة الصب بشكل كبير.
الغاز الناتج عن مواد التشحيم وعوامل الفصل
يتطلب الصب بالقالب استخدام مواد تشحيم وعوامل فصل للمساعدة في إخراج المسبوكات من القالب وحماية سطح القالب. ومع ذلك، إذا تم رش كمية زائدة من مادة التشحيم، أو إذا لم تتبخر بشكل صحيح قبل الحقن، فقد يتولد غاز عند ملامستها للمعدن المنصهر.
قد يظل هذا الغاز محبوسًا داخل القطعة المصبوبة ويتسبب في حدوث مسامية. كما أن الرش المفرط للقالب قد يؤدي إلى تبريده بشكل غير متساوٍ، مما يسبب عيوبًا أخرى مثل الانغلاق البارد وعلامات التدفق وسوء تشطيب السطح.
الأسباب الشائعة المتعلقة بمواد التشحيم
- استخدام كمية زائدة من عامل الفصل
- نمط رش سيئ
- توزيع غير متساوٍ لمواد التشحيم
- وقت تجفيف غير كافٍ
- انخفاض درجة حرارة القالب بعد الرش
- مواد تشحيم ملوثة أو غير مناسبة
للتخفيف من هذه المشكلة، يجب على المصنعين تحسين حجم الرش وزاوية الرش ووقت نفخ الهواء ودرجة حرارة القالب. كما يمكن لأنظمة الرش الآلية تحسين الاتساق مقارنة بالرش اليدوي.
الرطوبة في المواد الخام أو الأدوات
تعد الرطوبة مصدرًا شائعًا آخر للمسامية الغازية. عندما يتلامس الماء أو الرطوبة مع المعدن المنصهر، يتحول على الفور إلى بخار. يمكن أن يتسبب هذا البخار في تكوين فقاعات داخل القطعة المصبوبة.
قد تأتي الرطوبة من الخردة الرطبة، أو سبائك السبائك الرطبة، أو ظروف التخزين الرطبة، أو المغارف الرطبة، أو الأدوات غير المجففة جيدًا. حتى كمية صغيرة من الرطوبة يمكن أن تسبب المسامية، خاصة في صب الألومنيوم والمغنيسيوم.
مصادر الرطوبة الشائعة
- المعادن المعاد تدويرها الرطبة
- بيئة تخزين رطبة
- الرطوبة على الأدوات أو المغارف
- مواد التشحيم ذات الأساس المائي التي لم تتبخر بالكامل
- التكثف على القوالب الباردة
- سوء مناولة المواد
يعد التجفيف السليم والتسخين المسبق والتحكم في التخزين أمورًا مهمة لتقليل المسامية المرتبطة بالرطوبة.
غاز الهيدروجين في الألومنيوم المنصهر
في صب الألومنيوم بالقالب، يُعد غاز الهيدروجين أحد الأسباب الرئيسية للمسامية. يمكن للألومنيوم المنصهر امتصاص الهيدروجين من الرطوبة أو الزيت أو جو الفرن أو المواد الملوثة. وعندما يتصلب المعدن، تقل قابلية الهيدروجين للذوبان، مما يؤدي إلى تكوين فقاعات غازية داخل القطعة المصبوبة.
غالبًا ما تظهر مسامية الهيدروجين على شكل ثقوب صغيرة مستديرة. وقد تصبح أكثر وضوحًا بعد المعالجة الآلية أو التلميع أو المعالجة الحرارية.
كيفية التحكم في المسامية الناتجة عن الهيدروجين
- استخدام مواد خام نظيفة وجافة
- تجنب إعادة صهر الخردة بشكل مفرط
- التحكم في جو الفرن
- استخدام طرق مناسبة لإزالة الغازات
- الحفاظ على نظافة وجفاف أدوات الصهر
- تجنب تسخين المعدن المنصهر بشكل مفرط
- تقليل التلامس بين المعدن المنصهر والرطوبة
على الرغم من أن عملية الصب بالقالب تحت الضغط العالي عادةً ما يكون فيها الوقت المخصص لإزالة الغازات بالكامل محدودًا مقارنةً بطرق الصب الأخرى، إلا أن اتباع ممارسات الصهر الجيدة يساعد مع ذلك في تقليل العيوب المرتبطة بالغازات.
الانكماش أثناء التصلب
تحدث مسامية الانكماش لأن المعدن ينكمش أثناء تبريده وتصلبه. إذا كان تصميم القطعة المصبوبة يحتوي على أقسام سميكة أو نقاط ساخنة أو سماكة جدران غير متساوية، فإن بعض المناطق تتصلب في وقت متأخر عن غيرها. وعندما يتعذر على المعدن السائل تغذية هذه المناطق أثناء التصلب، تتشكل تجاويف داخلية.
عادةً ما تبدو مسامية الانكماش أكثر عدم انتظامًا وخشونةً من مسامية الغاز. وغالبًا ما تظهر في المقاطع السميكة، والنتوءات، والأضلاع، والتقاطعات، والجدران السميكة.
| ميزات التصميم | خطر المسامية |
| الجدران السميكة | خطر انكماش مرتفع |
| التغيرات المفاجئة في سماكة الجدران | النقاط الساخنة والتبريد غير المتساوي |
| نتوءات كبيرة | فراغات داخلية |
| أضلاع ثقيلة | انكماش موضعي |
| تصميم نصف القطر غير المناسب | مشاكل الإجهاد والتصلب |
| جيوب عميقة مسدودة | الهواء المحبوس وسوء التعبئة |
يعد التصميم الجيد للقطعة أمرًا ضروريًا لتقليل مسامية الانكماش. ويمكن أن يساعد سمك الجدار المتجانس، ونصف القطر المناسب، والأضلاع المُحسّنة، وموضع البوابة الصحيح في تصلب المعدن بشكل أكثر توازناً.
تصميم غير ملائم للبوابات والقنوات
ينظم نظام البوابات دخول المعدن المنصهر إلى تجويف القالب. إذا كان تصميم البوابات والقنوات رديئًا، فقد يملأ المعدن القالب بشكل غير متساوٍ، أو يحبس الهواء، أو يسبب اضطرابات، أو يتصلب مبكرًا.
قد يؤدي البوابة ذات الحجم الصغير جدًا إلى تدفق عالي السرعة واضطراب. أما البوابة الكبيرة جدًا فقد تؤدي إلى ضعف التحكم في الضغط وزيادة وقت التصلب. وقد يؤدي الموقع غير الصحيح للبوابة إلى إجبار المعدن على التدفق حول الملامح المعقدة، مما يؤدي إلى احتباس الهواء في المناطق العمياء.
مشاكل تصميم البوابة التي تسبب المسامية
- وضع البوابة في الموضع الخاطئ
- قناة طويلة جدًا أو ضيقة جدًا
- ملء غير متوازن للتجاويف المتعددة
- الانعطافات الحادة في نظام القنوات
- وضع سيئ لمخرج الفائض
- سرعة حقن مفرطة عبر بوابات صغيرة
- مسار تدفق المعدن طويل جدًا أو معقد جدًا
يمكن أن تساعد محاكاة الصب بالقالب في توقع سلوك التدفق، واحتباس الهواء، وتوزيع درجة الحرارة قبل تصنيع القالب.
سرعة وضغط الحقن غير الصحيحين
تؤثر سرعة وضغط الحقن بشكل مباشر على المسامية. إذا كانت سرعة الحقن بطيئة جدًا، فقد يبرد المعدن قبل ملء التجويف، مما يتسبب في حدوث انسداد بارد وملء غير كامل. إذا كانت سرعة الحقن سريعة جدًا، فقد تزداد الاضطرابات وانحباس الهواء.
كما أن الضغط مهم أيضًا. فقد يؤدي عدم كفاية ضغط التكثيف إلى عدم ضغط المعدن بشكل صحيح أثناء التصلب. وهذا قد يؤدي إلى مسامية الانكماش وانخفاض الكثافة.
| معلمات العملية | منخفض جدًا | مرتفع جدًا |
| سرعة الحقن | تكتلات باردة، ملء غير كامل | اضطراب، احتباس الهواء |
| ضغط الحقن | ضغط ضعيف، انكماش | الزوائد، تآكل القالب، الاضطراب |
| درجة حرارة المعدن | ضعف التدفق، انسداد بارد | زيادة امتصاص الغاز، تلف القالب |
| درجة حرارة القالب | ملء ضعيف، عيوب التبريد | تصلب أطول، انكماش |
من المهم التحكم المستقر في العملية. غالبًا ما تراقب آلات الصب بالقالب الحديثة سرعة الحقن، ومنحنى الضغط، ووقت التعبئة، وضغط التعزيز لتحسين قابلية التكرار.
درجة حرارة المعدن غير المناسبة
تؤثر درجة حرارة المعدن بشكل كبير على المسامية. إذا كان المعدن المنصهر باردًا جدًّا، فقد لا يتدفق بسلاسة إلى الأجزاء الرقيقة، مما يتسبب في حدوث انسدادات باردة وعيوب متعلقة بالتدفق. وإذا كان المعدن ساخنًا جدًّا، فقد يمتص المزيد من الغاز، ويزيد من لحام القالب، ويتلف القالب، ويزيد من خطر الانكماش.
تعتمد درجة الحرارة الصحيحة للصب أو الحقن على السبيكة، وهندسة القطعة، وسماكة الجدار، وتصميم القالب. يجب على المصنعين تجنب التخمين واستخدام نطاقات عملية خاضعة للرقابة بدلاً من ذلك.
بالنسبة لصب القوالب بالنحاس، فإن التحكم في درجة الحرارة أكثر أهمية لأن سبائك النحاس لها نقاط انصهار أعلى من الألومنيوم والزنك. قد يؤدي سوء التحكم في درجة الحرارة بسرعة إلى تآكل القالب، أو سوء التعبئة، أو حدوث عيوب داخلية.
سوء التحكم في درجة حرارة القالب
يجب أن تكون درجة الحرارة مستقرة ومتوازنة. إذا كانت بعض مناطق القالب باردة جدًّا، فقد يتجمد المعدن قبل الأوان. وإذا كانت بعض المناطق ساخنة جدًّا، فقد تظهر مسامية الانكماش في تلك النقاط الساخنة.
في المناطق التي تتميز بتباين سماكة الجدران أو الهياكل الهندسية المعقدة، يحدث اختلال في التوازن الحراري بشكل متكرر. وبدون قنوات تبريد مناسبة، أو دبابيس حرارية، أو أنظمة التحكم في درجة حرارة القالب، قد تتصلب بعض الأجزاء في وقت متأخر جدًا مقارنةً بأجزاء أخرى.
طرق التحكم في درجة حرارة القالب
- قنوات التبريد
- المسامير الحرارية
- أجهزة التحكم في درجة حرارة القالب
- مراقبة درجة الحرارة بالأشعة تحت الحمراء
- التبريد بالرش المتوازن
- الصيانة الدورية للقالب
- رسم خرائط درجة حرارة القالب
يساعد التوازن الحراري الجيد للقوالب على تقليل كل من مسامية الغاز ومسامية الانكماش.
المعادن الملوثة
يمكن أن يتسبب المعدن الملوث أيضًا في حدوث المسامية. فقد تدخل الأكاسيد والخبث والأوساخ والزيت والطلاء والشوائب الأخرى إلى المادة المنصهرة وتعلق داخل القطعة المصبوبة. يمكن أن تقلل الخردة المعاد تدويرها من التكلفة، ولكن يجب أن تكون نظيفة وخاضعة للرقابة.
قد يؤدي التلوث أيضًا إلى ظهور شوائب ومناطق ضعيفة وتشطيب سطحي رديء ومشاكل في المعالجة الآلية. في الحالات الشديدة، يمكن أن تسد الملوثات قنوات التدفق أو تخلق مسارات تسرب داخلية.
مصادر التلوث الشائعة
- الخردة المعدنية المتسخة
- أغشية الأكسيد
- الخبث الناتج عن الصهر
- الزيت أو الطلاء على المواد المعاد تدويرها
- سوء تنظيف الفرن
- خلط غير صحيح للسبائك
- ممارسات سيئة في إزالة الرغوة
يجب التحكم في نظافة المعدن من خلال الفرز السليم للمواد، وممارسات الصهر، والتصفية، والترشيح، وصيانة الفرن.
سوء تصميم القطعة
حتى مع وجود آلة جيدة وقالب جيد، فإن التصميم السيئ للأجزاء يمكن أن يتسبب في حدوث مسامية. يعمل الصب بالقالب بشكل أفضل عندما يكون للجزء سماكة جدار موحدة، وانتقالات سلسة، وزوايا انحدار مناسبة، وأضلاع ونتوءات مصممة جيدًا.
الأجزاء ذات المقاطع السميكة، أو الجيوب العميقة، أو المناطق الثقيلة المعزولة، أو الزوايا الداخلية الحادة تكون أكثر عرضة لحدوث مسامية الانكماش واحتباس الغاز.
نصائح تصميمية لتقليل المسامية
- حافظ على سماكة الجدران متجانسة قدر الإمكان
- تجنب المقاطع السميكة الكبيرة المعزولة
- استخدم الأضلاع بدلاً من الجدران الصلبة السميكة
- أضف نصف قطرًا ناعمًا عند الزوايا
- تجنب الجيوب العميقة المسدودة
- صمم بحيث يتيح تدفقًا سلسًا للمعدن
- ضع في اعتبارك بدقة هامش المعالجة
- تجنب وضع الأسطح الحرجة للتشغيل الآلي في المناطق المعرضة لخطر المسامية
يجب إجراء التصميم الذي يراعي قابلية التصنيع قبل إنتاج القالب. بمجرد تصنيع القالب، يصبح حل مشكلة المسامية أكثر تكلفة.
كيفية تحديد سبب المسامية
من السهل اكتشاف المسامية، لكن تحديد السبب الحقيقي يتطلب تحليلاً. قد يكون للجزء نفسه عدة أسباب محتملة، لذا يجب على المصنعين الجمع بين بيانات الفحص وسجلات العملية.
| طريقة الفحص | ما تساعد في تحديده |
| الفحص البصري | الثقوب الدقيقة السطحية والمسامية الظاهرة |
| فحص التصنيع باستخدام الحاسب الآلي (CNC) | المسامات الداخلية بالقرب من الأسطح المُشكّلة |
| الفحص بالأشعة السينية | الفراغات الداخلية المخفية |
| اختبار الضغط | التسرب الناتج عن المسامية المتصلة |
| قطع المقطع | شكل المسام وموقعها |
| مراجعة بيانات العملية | السرعة، والضغط، وتغيرات درجة الحرارة |
| محاكاة تدفق القالب | التنبؤ بحبس الهواء ونقاط السخونة |
| التحليل المعدني | الثقوب الغازية، والانكماش، والشوائب، والعيوب الدقيقة |
عادةً ما يشير التجويف المستدير والناعم إلى مسامية الغاز. وغالبًا ما يشير التجويف غير المنتظم والخشن إلى مسامية الانكماش. قد تكون المسامية القريبة من السطح مرتبطة بالغاز المحبوس أو مادة التشحيم. أما المسامية في الأجزاء السميكة فمن المرجح أن تكون مرتبطة بالانكماش.
حلول عملية لتقليل المسامية
لا يمكن دائمًا التخلص من المسامية تمامًا، ولكن يمكن التحكم فيها وتقليلها من خلال تحسين التصميم والأدوات والتحكم في العمليات والفحص.
استراتيجيات فعالة لتقليل المسامية
- تحسين تصميم الأجزاء لضمان توحيد سماكة الجدران
- تحسين تصميم البوابة والقناة
- إضافة فتحات تهوية وقنوات تصريف مناسبة
- استخدام الصب بالقالب الفراغي للمكونات الأساسية
- التحكم في سرعة وضغط الحقن
- الحفاظ على درجة حرارة ثابتة للمعدن
- تحقيق التوازن في درجة حرارة القالب
- تقليل استخدام مادة الفصل الزائدة
- الحفاظ على نظافة وجفاف المواد الخام
- استخدام الأشعة السينية أو اختبار الضغط للأجزاء الحرجة
- تحسين صيانة القوالب وتنظيف فتحات التهوية
- استخدام المحاكاة قبل إنتاج الأدوات
جدول استكشاف أخطاء المسامية وإصلاحها
| المشكلة المكتشفة | السبب المحتمل | الإجراء الموصى به |
| ثقوب صغيرة مستديرة | هواء أو غاز محبوس | تحسين التهوية، تقليل الاضطرابات الهوائية، فحص زيت التشحيم |
| تجاويف داخلية غير منتظمة | الانكماش | تحسين التغذية، وتقليل النقاط الساخنة، وتعديل تصميم البوابة |
| ثقوب دقيقة بعد التلميع | مسامية الغاز السطحية | تحسين رش القالب، والتهوية، ونظافة المعدن |
| التسرب أثناء اختبار الضغط | مسامية متصلة | استخدام الصب بالفراغ، وتحسين ضغط الضغط |
| المسامية بالقرب من المناطق السميكة | انكماش التصلب | تعديل تصميم القطعة أو نظام التبريد |
| المسامية بالقرب من مدخل الصب | ملء مضطرب | ضبط حجم البوابة وسرعتها وتصميم القناة |
| ظهور فقاعات بعد الطلاء | غاز محبوس بالقرب من السطح | تحسين معايير التنظيف وإزالة الغازات والصب |
| المسامية بعد المعالجة الآلية | ظهور الفراغات الداخلية | ضبط هامش المعالجة الآلية وعملية الصب |
هل يمكن التخلص من المسامية تمامًا؟
في العديد من الأجزاء المصبوبة بالقالب، قد يكون من الصعب التخلص تمامًا من المسامية الداخلية الصغيرة جدًّا لأن الصب بالقالب تحت الضغط العالي عملية سريعة. ومع ذلك، يمكن التحكم في المسامية لتلبية المتطلبات الوظيفية.
بالنسبة للأجزاء الزخرفية غير الحرجة، قد تكون المسامية الداخلية الصغيرة مقبولة إذا لم تؤثر على المظهر أو المعالجة الآلية. أما بالنسبة للأجزاء المقاومة للضغط، والأجزاء الهيكلية، وعلب المكونات الكهربائية، والمكونات المتعلقة بالسلامة، فإن التحكم الأكثر صرامة ضروري.
المفتاح هو تحديد معايير الجودة بوضوح قبل الإنتاج. ومن المهم أن يحدد المشترون بالتفصيل مواصفات التفاوت المسموح به، ومتطلبات عدم التسرب، ومناطق المعالجة الآلية، واحتياجات تشطيب الأسطح، ومعايير الفحص.
لماذا يُعد التحكم في المسامية أمرًا مهمًا للمشترين
بالنسبة للمشترين، يعد التحكم في المسامية أمرًا مهمًا لأنه يؤثر بشكل مباشر على أداء المنتج وموثوقيته على المدى الطويل. قد يبدو الجزء جيدًا من الخارج ولكنه لا يزال يحتوي على عيوب داخلية. إذا ظهرت المسامية بعد المعالجة الآلية أو أثناء التجميع، فقد يؤدي ذلك إلى زيادة تكلفة الخردة وتأخير التسليم وتسبب شكاوى من العملاء.
يجب على المشترين مناقشة متطلبات المسامية مع المورد قبل تصميم القالب. وتشمل التفاصيل المهمة ما يلي:
- تطبيق القطعة
- متطلبات الضغط أو التسرب
- الأسطح المُشكّلة
- متطلبات تشطيب السطح
- متطلبات القوة الميكانيكية
- معايير الاختبار
- كمية الطلب السنوية
- درجة جودة المواد
- شروط التجميع
لا ينبغي أن يقتصر دور الشركة المصنعة الموثوقة للصب بالقالب على إنتاج الأجزاء فحسب، بل يجب أن تقدم أيضًا المشورة في مجال التصميم، وتحسين القوالب، ومراقبة العمليات، والفحص، وحلول التحسين.
تنتج مسامية الصب بالقالب بشكل رئيسي عن الغاز المحبوس، وسوء التهوية، والانكماش، وإعدادات العملية الخاطئة، وتلوث المعدن، والرطوبة، وعدم استقرار درجة حرارة القالب، أو سوء تصميم الأجزاء.
يتطلب تقليل المسامية التصميم السليم، وهيكل القالب، ومراقبة المواد، ودرجة حرارة القالب، وسرعة الحقن، والضغط، والتهوية، والفحص. بالنسبة للأجزاء المعقدة، تساعد المحاكاة، والصب بالقالب تحت التفريغ، واختبار الأشعة السينية، ومراقبة العملية على تحسين الجودة.