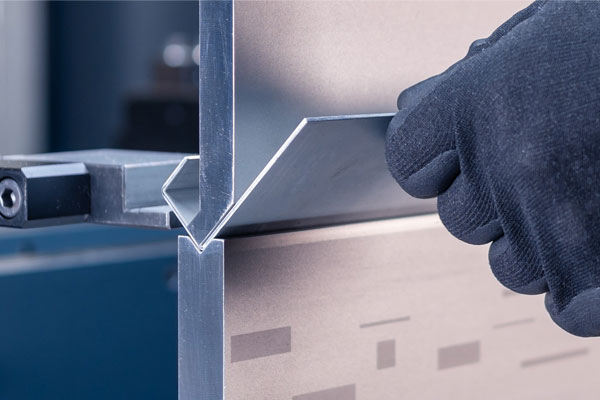
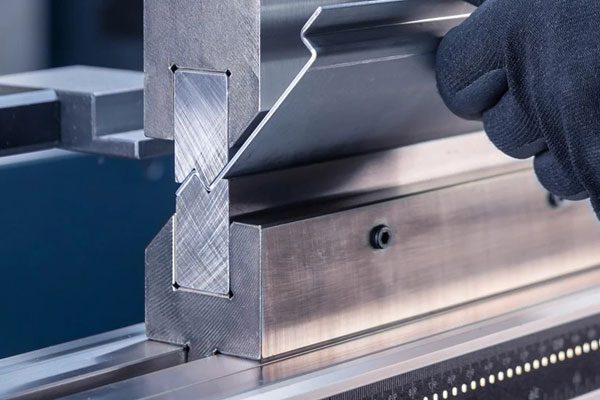
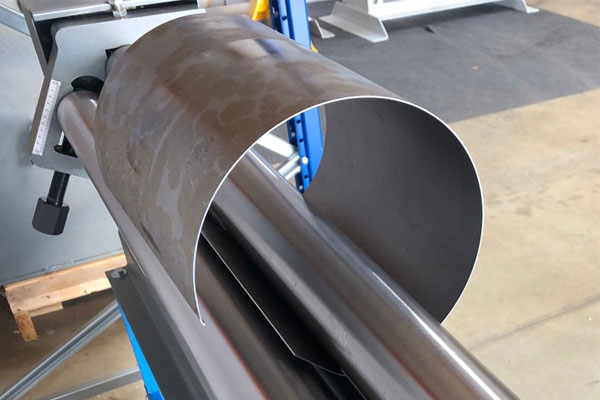
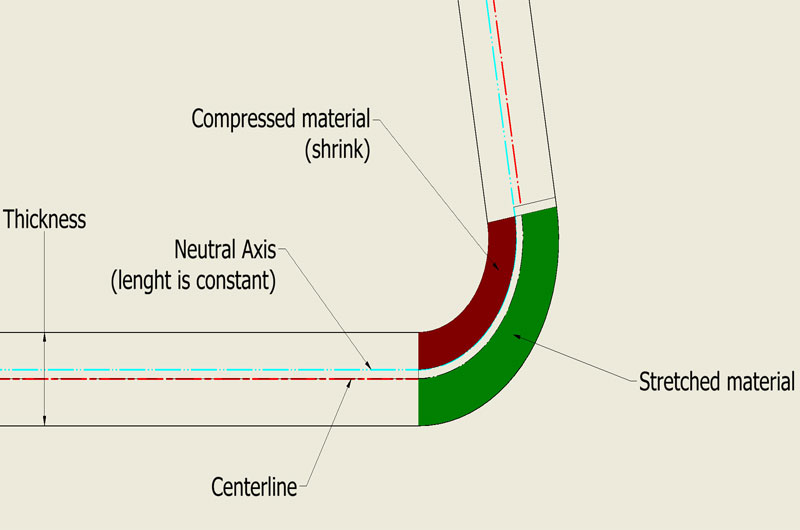
판금 굽힘 서비스 판금 굽힘은 금속 가공에서 필수적인 공정으로, 힘을 가해 금속판의 형상을 변경하여 각진 부분이나 곡선 부분을 만드는 것을 목표로 합니다. 당사는 다양한 첨단 굽힘 기술을 활용하여 금속 시트 및 판재를 V자형, U자형, Z자형 및 맞춤형 형태로 굽히는 데 특화되어 있으며, 스프링백을 최소화하고 굽힘 반경을 최적화합니다. 다양한 굽힘 기법 엄격한 품질 관리 절차 최대 60mm 굽힘 두께 최대 1,000톤의 굽힘 용량 ±0.01"(0.25mm) 선형 공차 ±1 게그리 각도 공차 정확한 굽힘 여유량 계산 맞춤형 벤딩 솔루션 즉시 견적 받기 당사의 벤딩 공구 프레스 브레이크 판금을 고정밀도로 구부리는 데 사용되는 기계. 다이와 펀치 장치를 통해 힘을 가하여 다양한 각도로 굽힘 가공을 수행합니다. 이 장비는 두께가 최대 12mm 이상인 두꺼운 금속판을 굽힐 수 있습니다. 롤 벤더 회전하는 롤을 사용하여 금속판을 서서히 구부려 곡선이나 원통 모양으로 만드는 기계. 큰 반경의 굽힘을 만들거나 얇은 두께에서 중간 두께의 판금을 굽히는 데 사용됩니다. 주로 파이프, 튜브 또는 코일을 구부리는 데 사용됩니다. 휴대용 벤더 작은 반경의 굽힘 작업을 빠르고 간편하게 수행할 수 있는 휴대용 공구입니다. 일반적으로 얇은 재료를 가볍게 구부리는 데 사용되며, 수동으로 작동합니다. 건축 자재, 장식용 패널 및 구조 부재에 자주 사용됩니다. 당사의 벤딩 기술 공기 조종 펀치가 다이의 바닥에 닿지 않아 약간의 스프링백이 발생합니다. 다용도로 활용 가능하며, 동일한 공구로 다양한 굽힘 각도를 구현할 수 있습니다. 바닥 굽힘 펀치는 판금을 다이의 바닥 쪽으로 밀어 넣으며, 스프링백 현상을 최소화합니다. 공기 벤딩보다 더 정밀한 각도 제어가 가능하며, 정확하고 일관된 벤딩 결과를 제공합니다. 두 가지 굽힘 판금을 접어 가장자리를 완전히 또는 부분적으로 접어 올립니다. 매끄러운 가장자리를 만들고, 강도를 높이며, 안전성을 강화하는 데 이상적입니다. 대반경 굽힘 기존의 굽힘 방식보다 더 큰 곡률이나 반경을 만들어 냅니다. 더 부드러운 곡선이 필요한 용도나 두꺼운 금속을 다룰 때 이상적입니다. 구부릴 수 있는 모양들 벤딩에서 시트가 금형에 압착되어 정밀한 V자 모양이 만들어집니다. 높은 정밀도와 재현성. 주로 브래킷, 채널 및 각종 인클로저를 제작하는 데 사용됩니다. U자형 굽힘 이 모양을 만들기 위해 시트를 U자형 금형 위로 구부립니다. 일정한 굽힘 반경을 제공합니다. 강한 구조적 견고성이 요구되는 부품의 제조에 자주 사용됩니다. Bending과 함께 시트를 지그재그 모양으로 구부려 Z자 형태를 만듭니다. 여러 번 구부릴 수 있습니다. 건축 자재, 장식용 패널 및 구조 부재에 자주 사용됩니다. 롤 벤딩 롤러를 통해 판재를 통과시켜 곡면 형태를 만들어 냅니다. 큰 반경의 굽힘을 만들기에 이상적입니다. 원통형, 파이프, 곡면 패널 등을 제작하는 데 흔히 사용됩니다. 당사의 벤딩 품질 관리 두께 균일성 벤딩 공정 전반에 걸쳐, 특히 변형이 발생할 수 있는 벤딩 부위에서 재료의 두께가 일관되게 유지되도록 해야 합니다. 각도 및 반경 검사 각도계를 사용하여 굽힘 각도가 지정된 각도를 충족하는지 확인하고, 굽힘 반경이 사양을 준수하도록 하여 균열이나 강도 저하를 방지하십시오. 스프링백 보정 굽힘 공정 중 스프링백 현상을 계산하고 보정하여, 최종 형상이 원하는 형상과 치수를 충족하도록 합니다. 벤딩에 흔히 사용되는 재료 알루미늄5052508360617075스테인리스강301304316/316L황동C27400C28000C36000구리C101C103C110 정확한 굽힘 여유량 계산 판금 굽힘 여유량 공식은 특정 반지름의 굽힘을 형성하는 데 필요한 평판의 길이를 계산하는 데 사용됩니다. 굽힘 여유량은 굽힘 과정에서 발생하는 신장분을 고려한 것으로, 굽힘 전 블랭크 크기를 결정하는 데 매우 중요합니다. 굽힘 여유량 계산식은 π/180×A×(R+K×T)입니다. π = 3.14159 R = 굽힘 반경 (굽힘부의 안쪽 반경) T = 재료의 두께 A = 굽힘 각도(도) K = K-계수 (재료가 얼마나 늘어나는지를 나타내는 비율. 일반적으로 0.3에서 0.5 사이이다.) 예시: 굽힘 각도 90°, 재료 두께 2mm, 굽힘 반경 5mm, K-계수 0.4인 경우, BA = 3.14159/180 × 90 × (5 + 0.4 × 2) = 9.11mm입니다. 문의하기 3+4=