نسبة عالية بين القوة والوزن: قوة الشد 230 ميجا باسكال (AZ91D).
قابلية جيدة للتشغيل الآلي: سرعات تشغيل آلي أعلى بـ 2.5 مرة من الألومنيوم.
التطبيقات: بفضل خاصية الحماية من التداخل الكهرومغناطيسي (EMI)، فإن هذا المنتج مناسب للاستخدام في صناعة السيارات، والفضاء، والأجهزة المحمولة، والمعدات الرياضية.
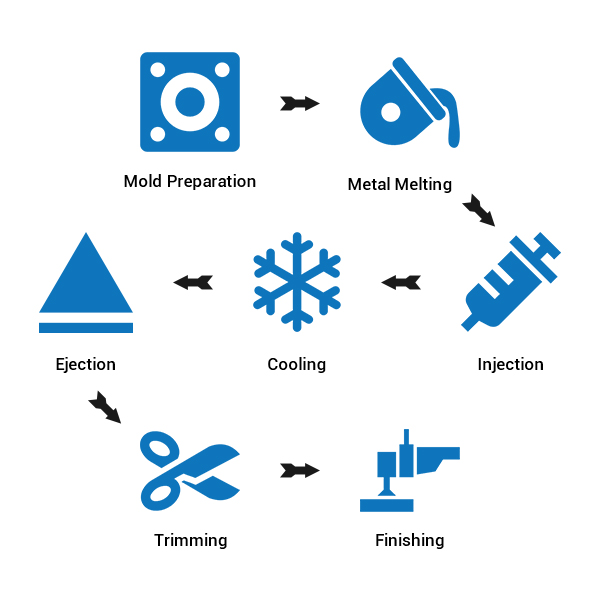
يُعد الصب بالقالب عملية متعددة الاستخدامات تُستخدم في مختلف الصناعات لإنتاج مكونات عالية القوة وخفيفة الوزن ودقيقة الصنع.
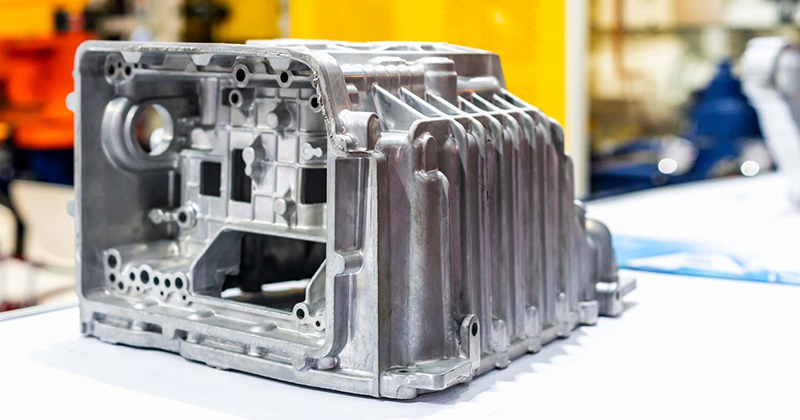
صناعة السيارات
يُنتج القولبة بالضغط مكونات المحركات وأجزاء ناقل الحركة والدعامات والأغلفة، مما يوفر مكونات عالية القوة وخفيفة الوزن ودقيقة، وهي عناصر أساسية لتحسين الأداء وكفاءة استهلاك الوقود.
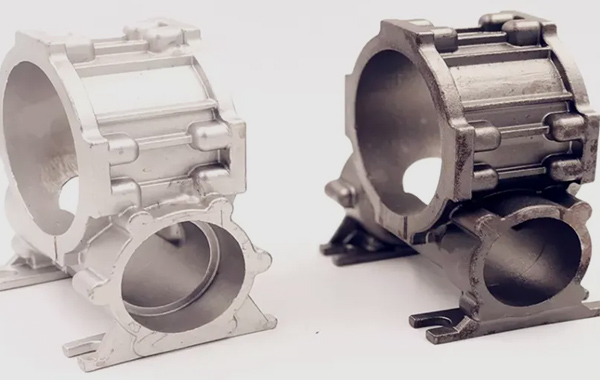
صناعة الطيران والفضاء
في مجال الفضاء والطيران، تُستخدم تقنية الصب بالقالب في تصنيع أجزاء المحركات والمكونات الهيكلية وعلب أجهزة القياس ذات الأشكال المعقدة، وذلك لتلبية معايير الأداء والسلامة الصارمة.
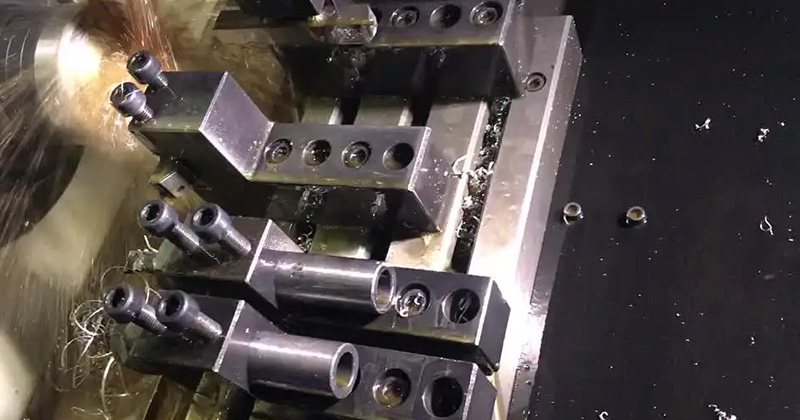
الآلات الصناعية
يُستخدم القولبة بالضغط في الآلات الصناعية لتصنيع مكونات المضخات، وأجسام الصمامات، وعلب علب التروس، مما يضمن متانة عالية ودقة وفعالية من حيث التكلفة.
الأجهزة الطبية
فيما يتعلق بالأجهزة الطبية، تُستخدم تقنية الصب بالقالب في تصنيع أغلفة أجهزة التشخيص ومكونات أجهزة التصوير، مما يوفر الدقة العالية والتصاميم الهندسية المعقدة اللازمة لتلبية المعايير الصارمة في المجال الطبي.
الصناعة البحرية
يُستخدم القولبة بالضغط في تصنيع مكونات محركات القوارب المقاومة للتآكل، والأجزاء الهيكلية، والتجهيزات الخاصة بالسفن البحرية، مما يضمن متانتها في البيئات القاسية التي تتسم بوجود المياه المالحة.
المعدات الرياضية
تُنتج عملية الصب بالقالب مكونات خفيفة الوزن وقوية للدراجات، وأجزاء لمعدات اللياقة البدنية، ومعدات خارجية متينة، مما يطيل من عمر هذه المنتجات في مختلف الاستخدامات الرياضية.
الأسئلة الشائعة
ما هو الحد الأدنى المعتاد لسمك الجدار الذي يمكن تحقيقه في عملية الصب بالقالب؟
يتراوح السُمك الأدنى المعتاد لجدران القطع المصبوبة بالقالب بين 0.020 و0.080 بوصة (0.5 إلى 2.0 ملم)، اعتمادًا على المادة وعملية الصب بالقالب المحددة المستخدمة.
كيف يقارن صب الزنك بالضغط بالقالب بالألومنيوم والنحاس الأصفر؟
يتيح صب الزنك بالضغط الحصول على جدران أرق وتفاصيل أدق، مع درجات انصهار أقل ودورات إنتاج أسرع مقارنة بالألمنيوم والنحاس الأصفر.
ما هي التحديات الرئيسية التي تواجه عملية الصب بالقالب في غرف الصب الساخنة والباردة؟
تشمل التحديات التي تواجه الغرفة الساخنة القيود المتعلقة بالمواد بسبب انخفاض درجات انصهارها، في حين تتضمن التحديات التي تواجه الغرفة الباردة أوقات دورات أطول وآلات أكثر تعقيدًا.
كيف يقارن صب الألمنيوم بالجاذبية بصب الألمنيوم بالضغط؟
عادةً ما ينتج عن الصب بالقالب بالجاذبية مسامية أقل وخصائص ميكانيكية أفضل، على الرغم من أن معدلات الإنتاج قد تكون أبطأ وقد يكون هذا الأسلوب أقل ملاءمة للأشكال المعقدة مقارنةً بالصب بالقالب بالضغط.
ما هي التطبيقات الشائعة للصب بالقالب عالي الدقة؟
وتشمل التطبيقات الشائعة مكونات المحركات، وأغلفة الأجهزة الطبية، والموصلات الإلكترونية، وقطع غيار صناعة الطيران، والأدوات الدقيقة.
ما هي السبائك التي تُستخدم عادةً في صب الفولاذ المقاوم للصدأ بالقالب؟
ومن بين السبائك الشائعة: 304 و316 و17-4 PH، والتي يتم اختيارها لخصائصها الميكانيكية المحددة ومقاومتها للتآكل.
ما هي معايير الجودة التي يتم اتباعها عادةً في شركة CQS Precision Die Casting؟
غالبًا ما يتم الالتزام بمعايير الجودة مثل ISO 9001 وIATF 16949 (لصناعة السيارات) وAS9100 (لصناعة الطيران) في عمليات الصب الدقيق التي تقوم بها شركة CQS لضمان أعلى مستويات الجودة والاتساق.
كيف تعمل تقنية الصب بالقالب باستخدام قلب ملحي؟
تتضمن العملية وضع قلب ملحي مُشكَّل مسبقًا داخل قالب الصب بالضغط. بعد ذلك، يُملأ القالب الذي يحتوي على القلب الملحي بالمعدن المنصهر. وبعد أن يتصلب المعدن، يُذاب القلب الملحي باستخدام الماء أو مذيب مناسب، مما يترك التجويف الداخلي أو الهيكل المعقد داخل القطعة المعدنية.