Servizio personalizzato di pressofusione
- Il nostro servizio di pressofusione eccelle nella produzione in serie di componenti di precisione con geometrie complesse e tolleranze ristrette.
- Grazie all'impiego di tecniche avanzate, otteniamo finiture superficiali di qualità superiore direttamente dallo stampo, riducendo al minimo la necessità di ulteriori operazioni di lavorazione meccanica.
- Vari tipi di processi di pressofusione
- Tolleranza: da ±0,005" (0,127 mm) a ±0,0015" (0,038 mm)
- Elevata efficienza produttiva
- Geometrie complesse
- Spessori variabili delle pareti
- Vari trattamenti superficiali
- Riduzione degli scarti
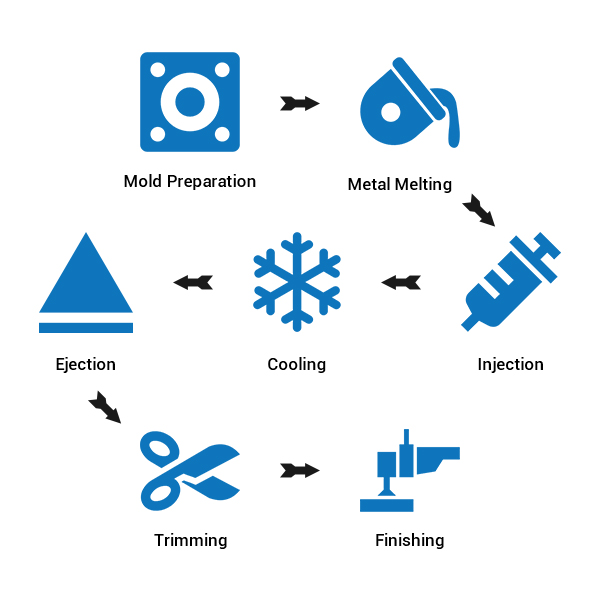
Fasi tipiche della pressofusione
ottenendo così pezzi di alta qualità con un’eccellente precisione.
Preparazione dello stampo
Pulire, lubrificare e fissare saldamente lo stampo in modo che possa resistere all'iniezione ad alta pressione.
Fusione dei metalli
Riscaldare il metallo scelto in un forno fino a quando non si liquefa.
Iniezione
Iniettare il metallo fuso nella cavità dello stampo ad alta pressione per riempire i dettagli più complessi.
Raffreddamento
Lasciare che il metallo fuso si raffreddi e si solidifichi, assumendo la forma della cavità dello stampo.
Espulsione
Aprire lo stampo e utilizzare i perni di espulsione per estrarre il pezzo fuso ormai solidificato.
Rifinitura
Rimuovere il materiale in eccesso (bavature) dal pezzo fuso utilizzando processi di rifilatura manuali o automatizzati.
Finitura
Controllare il pezzo fuso per verificarne la qualità e la precisione dimensionale ed eseguire le eventuali operazioni di finitura necessarie.
Tipi di processi di pressofusione
Analizziamo le caratteristiche specifiche, i livelli di precisione e le applicazioni di sei processi di pressofusione, ciascuno con caratteristiche distintive che li rendono adatti a materiali e requisiti diversi.

Pressofusione a camera calda
- Camera di fusione integrata: cicli rapidi e iniezione efficiente del metallo.
- Pressioni di iniezione: da 1.500 a 4.500 psi.
- Precisione: ±0,005 pollici (±0,127 mm).
- Campo di applicazione: ideale per metalli a basso punto di fusione come lo zinco e il magnesio nei settori automobilistico, elettronico e dei piccoli componenti meccanici.

Pressofusione a camera fredda
- Forno separato per la fusione: metalli con punto di fusione più elevato.
- Pressioni di iniezione: da 3.000 a 10.000 psi.
- Precisione: ±0,005 pollici (±0,127 mm).
- Campo di applicazione: ideale per metalli quali alluminio, ottone e bronzo, utilizzati nei settori automobilistico e aerospaziale e per componenti strutturali di grandi dimensioni.

Colata a gravità (GDC)
- Processo di riempimento naturale: riempie la cavità dello stampo sfruttando la forza di gravità.
- Pressioni di iniezione: nessuna pressione esterna; il processo si basa esclusivamente sulla forza di gravità.
- Precisione: da ±0,010 a ±0,020 pollici (da ±0,25 a ±0,50 mm).
- Campo di applicazione: ideale per pezzi fusi di medie e grandi dimensioni con geometrie semplici.
Pressofusione sotto vuoto
- Evacuazione dell'aria: riduce la porosità del gas.
- Pressioni di iniezione: variano a seconda del metallo e del modello.
- Precisione: da ±0,001 a ±0,002 pollici (da ±0,02 a ±0,05 mm).
- Ambito di applicazione: componenti ad alta integrità per i settori automobilistico, aerospaziale ed elettronico.

Pressofusione a compressione
- Combina la pressofusione e la forgiatura: solidificazione ad alta pressione per pezzi ad alta densità.
- Pressioni di iniezione: fino a 10.000 psi.
- Precisione: ±0,005 pollici (±0,127 mm).
- Ambito di applicazione: sospensioni per autoveicoli, componenti aeronautici, componenti meccanici ad alta resistenza.

Pressofusione semisolida
- Utilizza metallo semisolido: migliora la precisione e riduce il ritiro.
- Pressioni di iniezione: da 1.500 a 4.000 psi.
- Precisione: ±0,0004 pollici (±0,01 mm).
- Ambito di applicazione: geometrie complesse nei settori automobilistico e aerospaziale, componenti di alta precisione.

Pressofusione a bassa pressione
- Riempimento a bassa pressione: 1-2 bar, riduce i difetti.
- Materiali comuni: alluminio, leghe di magnesio.
- Precisione: ±0,004 pollici (±0,1 mm).
- Ambito di applicazione: ruote per autoveicoli, componenti strutturali, parti di grandi dimensioni per alloggiamenti.
Pressofusione ad alta pressione
- Iniezione ad alta pressione: il metallo fuso viene iniettato nella cavità dello stampo a pressioni molto elevate.
- Pressioni di iniezione: da 10.000 a 30.000 psi.
- Precisione: ±0,002 pollici (±0,05 mm).
- Ambito di applicazione: ideale per la produzione in serie di pezzi complessi e a pareti sottili.
Materiali metallici disponibili
magnesio, rame e altre leghe, in diversi settori industriali.

Leghe di alluminio
- Modello: A380, A360, A356, A383, ADC12.
- Punto di fusione: 660,3 °C.
- Elevata resistenza: resistenza alla trazione tipicamente pari a 310 MPa (A380).
- Conducibilità termica: 96-136 W/mK, ideale per la dissipazione del calore.
- Applicazioni: grazie alla sua resistenza alla corrosione, è adatto per componenti automobilistici, aerospaziali, elettronici e strutturali.

Leghe di zinco
- Modello: Zamak 3, Zamak 5, Zamak 7.
- Punto di fusione: 419,5 °C.
- Elevata duttilità: allungamento a rottura del 10-15%, per forme complesse.
- Resistenza all'usura: durezza di circa 82 Brinell (Zamak 3).
- Applicazioni: la conduttività elettrica pari al 27% IACS è ideale per componenti elettronici, hardware, componenti automobilistici e elementi decorativi.

Leghe di magnesio
- Modello: AZ91D, AM60B, AS41B.
- Punto di fusione: 650 °C.
- Elevato rapporto resistenza/peso: resistenza alla trazione 230 MPa (AZ91D).
- Buona lavorabilità: velocità di lavorazione 2,5 volte superiori rispetto all’alluminio.
- Applicazioni: grazie alla schermatura EMI, è adatto per il settore automobilistico, aerospaziale, dei dispositivi portatili e degli articoli sportivi.

Leghe di rame
- Modello: C84400, C84800.
- Punto di fusione: 1.085 °C.
- Elevata resistenza: resistenza alla trazione di circa 310 MPa (C84400).
- Resistenza alla corrosione: eccellente in vari ambienti.
- Applicazioni: l'elevata resistenza all'usura lo rende adatto per componenti elettrici, idraulici, industriali e navali.
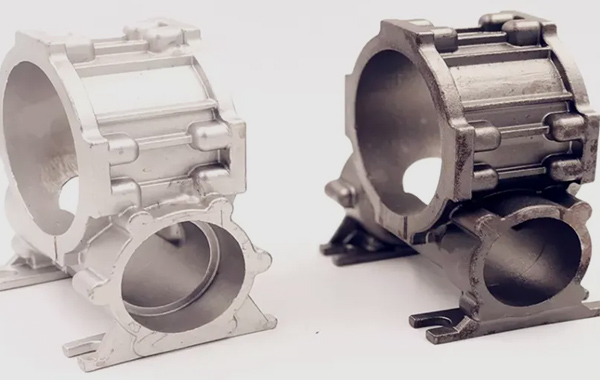
Trattamento superficiale

Galvanotecnica
- Scopo: fornire uno strato decorativo e protettivo.
- Vantaggi: Migliora la resistenza alla corrosione, la resistenza all'usura e l'aspetto estetico.
- Materiali utilizzati: cromo, nichel, zinco.

Anodizzazione
- Scopo: crea uno spesso strato di ossido sulla superficie.
- Vantaggi: Migliora la resistenza alla corrosione, la durezza superficiale e la tenuta del colore durante la tintura.
- Materiali utilizzati: principalmente leghe di alluminio.

Verniciatura a polvere
- Scopo: fornire un rivestimento protettivo e decorativo.
- Vantaggi: garantisce una finitura durevole, uniforme e gradevole, con una buona resistenza alla corrosione.
- Materiali utilizzati: polvere di polimeri termoplastici o termoindurenti.

Pittura
- Scopo: applica un rivestimento protettivo ed estetico.
- Vantaggi: migliora l'aspetto estetico, garantisce resistenza alla corrosione e consente di personalizzare il colore.
- Materiali utilizzati: vernici acriliche, epossidiche e poliuretaniche.
Passivazione
- Scopo: aumenta la resistenza alla corrosione delle superfici metalliche.
- Vantaggi: forma uno strato di ossido protettivo ed elimina le impurità.
- Materiali utilizzati: soluzioni di acido nitrico o acido citrico.
Sabbiatura
- Scopo: pulisce e irruvidisce la superficie per garantire una migliore adesione dei rivestimenti.
- Vantaggi: Migliora la pulizia della superficie e l'adesione dei rivestimenti successivi.
- Materiali utilizzati: materiali abrasivi quali sabbia, microsfere di vetro, ossido di alluminio.

Lucidatura
- Scopo: crea una finitura superficiale liscia e lucida.
- Vantaggi: Migliora l'aspetto e riduce la rugosità superficiale.
- Materiali utilizzati: composti abrasivi e dischi di lucidatura.

Verniciatura elettroforetica (E-coating)
- Scopo: applica uno strato protettivo sottile e uniforme.
- Vantaggi: garantisce un’eccellente resistenza alla corrosione e uno spessore uniforme del rivestimento.
- Materiali utilizzati: particelle di vernice caricate elettricamente.

Rivestimento di conversione al cromato
- Scopo: garantisce resistenza alla corrosione e funge da base per la verniciatura.
- Vantaggi: Migliora la resistenza alla corrosione e l'adesione della vernice.
- Materiali utilizzati: composti di cromato, adatti per leghe di alluminio e zinco.
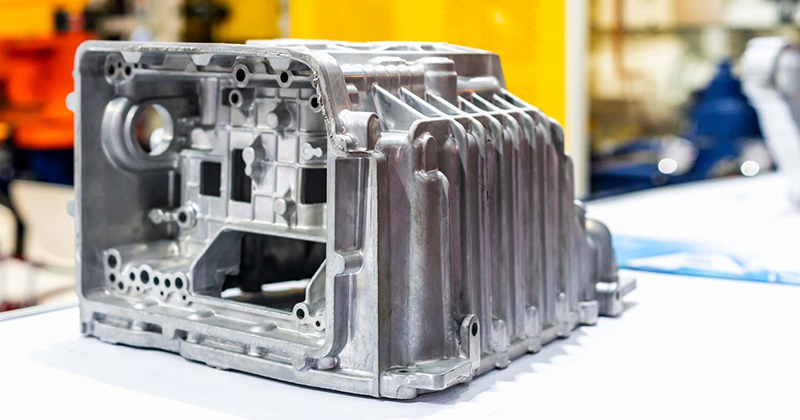
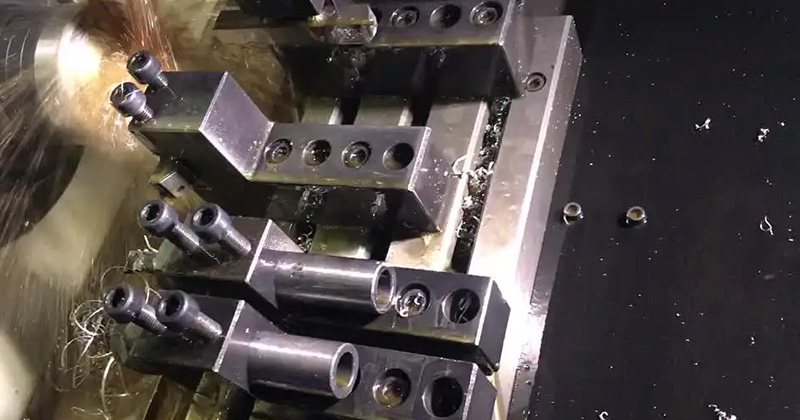
I nostri progetti di pressofusione



Applicazioni della pressofusione

Settore automobilistico

Industria aerospaziale

Macchinari industriali

Dispositivi medici

Settore navale
