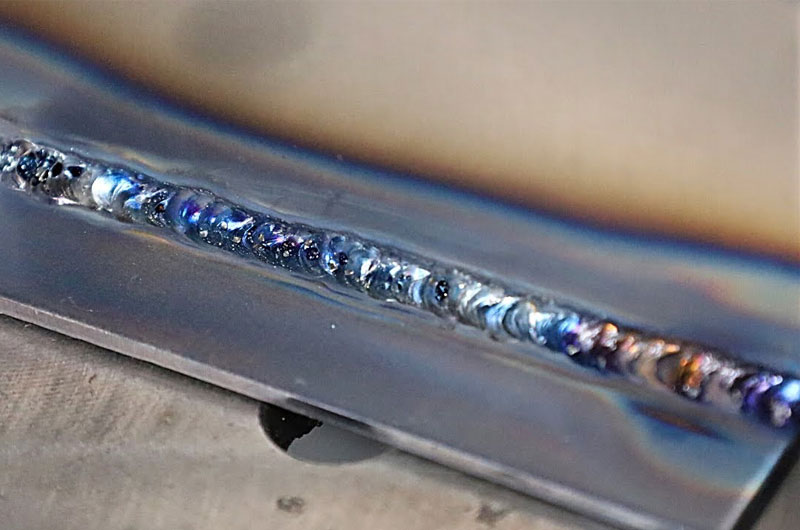
Porosity in TIG (Tungsten Inert Gas) welds is a common and often frustrating defect that compromises the integrity, appearance, and strength of a weld.
TIG welding is renowned for its precision and clean welds. However, even small disturbances in the process can result in gas entrapment and porosity.
Understanding how to diagnose and address this issue is crucial for weld quality control, especially in industries like aerospace, automotive, and piping systems.
What is Porosity in TIG Welds?
Porosity refers to small cavities or holes within the weld metal caused by trapped gas that fails to escape before the metal solidifies. These voids may appear on the surface or be hidden internally, and they can severely reduce mechanical strength, promote cracking, or lead to leakage in pressure vessels or piping.
Types of Porosity
Porosity can take several forms, including:
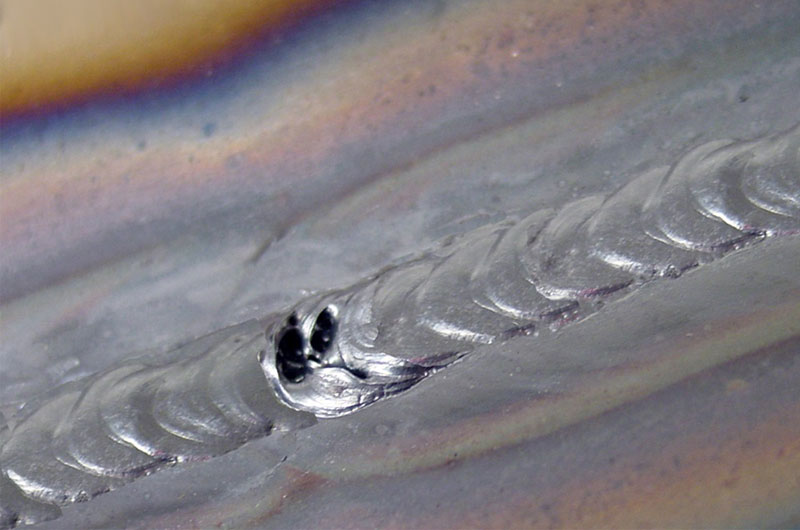
- Surface Porosity: Visible small holes on the weld bead.
- Subsurface Porosity: Internal voids that may only be detected via X-ray, ultrasonic, or other NDT methods.
- Cluster Porosity: Grouped pores typically caused by a sudden contamination event.
- Linear Porosity: Aligned voids along the weld path, often associated with improper shielding gas coverage.
6 Common Causes of Porosity in TIG Welding
1. Contaminated Base or Filler Metal
- Presence of oil, grease, rust, paint, or moisture introduces hydrogen and other gases into the weld pool.
- Dirty filler rods can cause the same issue, especially if stored improperly.
2. Inadequate Shielding Gas Coverage
- Shielding gas, typically Argon, protects the weld by blocking atmospheric gases such as oxygen, nitrogen, and water vapor from causing contamination.
- Issues like wind drafts, low flow rates, or incorrect torch angles can allow air to enter the weld zone.
3. Moisture in the Welding Environment
- High humidity or condensation on the base metal can introduce hydrogen, leading to porosity.
- Welding in outdoor or cold environments increases this risk.
4. Improper TIG Settings
- Excessive current can cause turbulence, allowing air to mix into the weld.
- Incorrect arc length may also disrupt gas shielding.
5. Poor Gas Quality
- Contaminated gas cylinders or leaks in the supply line can introduce impurities.
- Always ensure gas purity (typically 99.996% Argon for TIG).
6. Incorrect Tungsten Electrode Preparation
A contaminated or improperly ground tungsten electrode can introduce particles into the weld.
Diagnosing Porosity in TIG Welds
Proper diagnosis involves both visual inspection and advanced testing:
Visual Inspection
- Surface porosity appears as pinholes or craters on the weld bead.
- Inconsistent bead appearance may also indicate gas flow problems.
Non-Destructive Testing (NDT)
- X-ray Inspection: Detects internal porosity.
- Ultrasonic Testing: Finds subsurface voids and assesses weld density.
- Dye Penetrant Testing (for surface cracks and pores): Helps locate fine surface defects.
Gas Flow Analysis
Check the shielding gas regulator, flowmeter, and hoses for leaks or incorrect settings.
Material and Environment Review
Assess whether base materials, filler rods, or environmental conditions could have introduced moisture or contaminants.
Solutions to Prevent and Eliminate Porosity
Clean Materials Thoroughly
- Use acetone or alcohol to wipe down base and filler metals.
- Remove rust and oxide layers with a stainless steel brush dedicated to aluminum or steel, respectively.
Check Shielding Gas Setup
- Use the proper flow rate (15–20 CFH typically).
- Shield weld area from wind or drafts.
- Inspect for leaks in hoses and fittings.
Store Materials Properly
- Keep filler rods in sealed containers.
- Avoid storing metal in humid areas.
Optimize Welding Technique
- Maintain proper arc length (about 1/8” or 3 mm).
- Use the correct amperage for the metal type and thickness.
- Ensure torch angle allows for full shielding gas coverage.
Use High-Quality Shielding Gas
- Verify cylinder labels and purchase from reputable suppliers.
- Consider using gas filters or purifiers in critical applications.
Dry the Work Environment
- Preheat base metals if moisture is suspected.
- Avoid welding in humid or rainy conditions whenever possible.