In the metal fabrication industry, lead time is a crucial factor that directly impacts project schedules, costs, and customer satisfaction.
Choosing the right cutting method not only influences material efficiency and cut quality but also determines how fast a component can move from design to delivery.
Why Lead Time Matters in Metal Cutting
Lead time in metal cutting encompasses the total time from the initial order or design submission to the completion of the cut part. It includes:
- Setup time
- Programming and tooling
- Cutting speed and throughput
- Post-processing and cleanup
- Machine availability or outsourcing delays
Shorter lead times are especially important in industries such as automotive, aerospace, and electronics, where speed-to-market is critical. Let’s dive into the lead times for key cutting technologies:
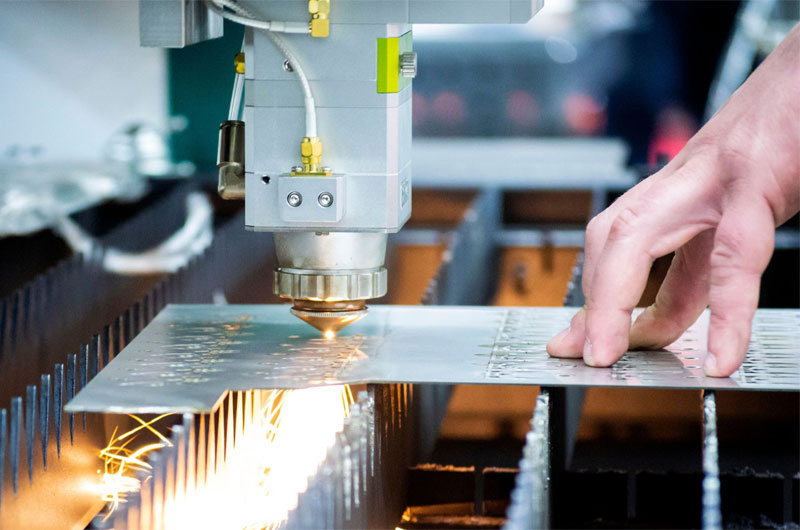
1. Laser Cutting
Laser cutting uses a focused high-powered laser beam to melt, burn, or vaporize material. It’s highly precise and ideal for thin to medium sheet metals like stainless steel, aluminum, and carbon steel.
Lead Time Factors:
- Setup Time: Moderate. Requires CAD file conversion and machine setup.
- Cutting Speed: High. Particularly fast for thin materials (≤6 mm).
- Automation: Highly automatable with nesting software and CNC controls.
- Post-Processing: Minimal; produces clean edges with little to no burrs.
Typical Lead Time:
1 to 3 days for prototyping or short runs; 3 to 7 days for production batches depending on material availability.
Best For:
Quick turnaround of precise sheet metal parts.
2. Plasma Cutting
Plasma cutting utilizes a jet of ionized gas to cut through conductive metals such as steel, aluminum, and copper. It’s commonly used for thicker metals.
Lead Time Factors:
- Setup Time: Low. Requires simple programming and quick torch calibration.
- Cutting Speed: Fast on thick materials (6 mm – 50 mm).
- Automation: Compatible with CNC; less complex than laser.
- Post-Processing: May require secondary cleanup due to dross.
Typical Lead Time:
2 to 5 days, depending on plate thickness and production volume.
Best For:
Speedy cutting of thick or large-format metals with less emphasis on edge precision.
3. Waterjet Cutting
Waterjet cutting uses high-pressure water, sometimes mixed with abrasives, to cut through virtually any material, including metal, stone, and composites. It generates no heat, preserving material properties.
Lead Time Factors:
- Setup Time: Moderate to High. Requires waterjet-specific programming.
- Cutting Speed: Slower than laser/plasma, especially on thick materials.
- Automation: CNC-controlled; efficient for complex shapes.
- Post-Processing: Clean cuts with no thermal distortion; often no finishing needed.
Typical Lead Time:
3 to 7 days, especially for thick or intricate parts.
Best For:
Materials sensitive to heat or requiring high-precision, burr-free edges.
4. Oxy-Fuel Cutting
This method uses a flame fueled by oxygen and a gas (like acetylene) to cut through thick ferrous metals.
Lead Time Factors:
- Setup Time: Low. Minimal programming required.
- Cutting Speed: Moderate. Slower than plasma for the same thickness.
- Automation: Often manual; CNC versions available but less common.
- Post-Processing: Often needed to remove slag or scale.
Typical Lead Time:
3 to 6 days, depending on material thickness and production load.
Best For:
Cutting thick carbon steel in low-tech or mobile settings.
5. Mechanical Sawing (Bandsaw, Cold Saw, Circular Saw)
Mechanical sawing involves physical cutting with toothed blades. It’s ideal for bar stock, tubes, and structural profiles.
Lead Time Factors:
- Setup Time: Low. Manual or semi-automatic.
- Cutting Speed: Moderate to High for straight cuts.
- Automation: Limited, though some CNC or automatic feed systems exist.
- Post-Processing: Generally clean cuts with minimal cleanup.
Typical Lead Time:
1 to 3 days, especially for standard cuts in available stock.
Best For:
Quickly cutting rods, bars, and tubes to length.
6. CNC Milling & Routing for Cutting
CNC milling or routing uses rotary tools to cut or contour metal parts, often used when both cutting and shaping are needed.
Lead Time Factors:
- Setup Time: High. Involves CAD/CAM programming and tool change setup.
- Cutting Speed: Slower than laser/plasma but highly precise.
- Automation: Fully CNC-controlled.
- Post-Processing: Minimal; excellent finish and tolerance control.
Typical Lead Time:
3 to 10 days, depending on complexity and tooling requirements.
Best For:
Precision cuts with contours, pockets, and fine features.
7. Punching (Turret Punching or Manual)
Punching uses a die and punch to shear shapes out of sheet metal. CNC turret punches can perform a wide variety of operations quickly.
Lead Time Factors:
- Setup Time: Low to Moderate. Quick if dies are available.
- Cutting Speed: Extremely fast for high-volume parts.
- Automation: High with CNC turrets.
- Post-Processing: Little needed for quality dies.
Typical Lead Time:
1 to 4 days, particularly effective for repeated designs.
Best For:
Fast production of perforated parts and standardized components.
Summary Table: Metal Cutting Lead Time Comparison
| Cutting Method | Typical Lead Time | Best For |
|---|---|---|
| Laser Cutting | 1–3 days | Precise sheet metal parts |
| Plasma Cutting | 2–5 days | Fast cutting of thick conductive metals |
| Waterjet Cutting | 3–7 days | Heat-sensitive or thick materials |
| Oxy-Fuel Cutting | 3–6 days | Thick carbon steel in field or heavy industries |
| Mechanical Sawing | 1–3 days | Straight cuts in bar, rod, or tube stock |
| CNC Milling/Routing | 3–10 days | High-precision shaped parts |
| Punching | 1–4 days | Fast turnaround for repetitive sheet metal parts |