다이캐스팅은 고강도, 경량, 정밀 부품 생산을 위해 다양한 산업 분야에서 널리 사용되는 다목적 공정입니다.
자동차 산업
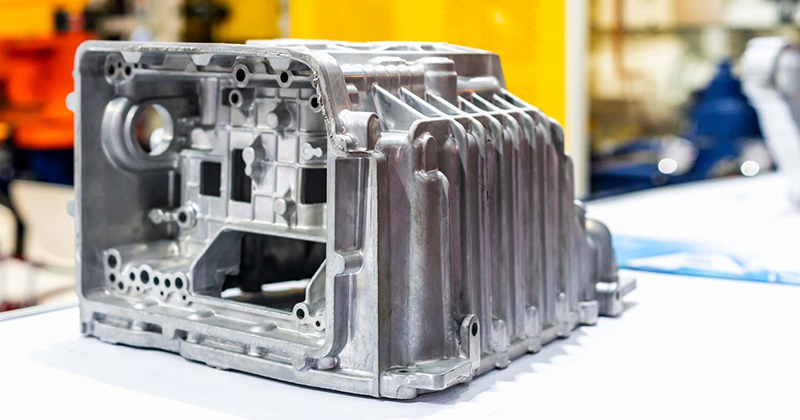
다이캐스팅 공정을 통해 엔진 부품, 변속기 부품, 브라켓 및 하우징을 생산하며, 이는 성능과 연비 향상에 필수적인 고강도, 경량, 정밀한 부품을 제공합니다.
항공우주 산업
항공우주 분야에서는 다이캐스팅 공정을 통해 엄격한 성능 및 안전 기준을 충족하는 복잡한 형상의 엔진 부품, 구조용 부품 및 계기 하우징을 제작합니다.
산업용 기계
다이캐스팅 공법은 산업용 기계의 펌프 부품, 밸브 본체, 기어박스 하우징 등에 사용되며, 뛰어난 내구성과 정밀도, 그리고 비용 효율성을 보장합니다.
의료기기
의료 기기의 경우, 다이캐스팅 공정을 통해 진단 장비 하우징과 영상 장비 부품을 제조하며, 의료 분야의 엄격한 기준을 충족하는 데 필요한 높은 정밀도와 복잡한 형상을 구현합니다.
해양 산업
다이캐스팅 공법은 내식성이 뛰어난 선박 엔진 부품, 구조용 부품 및 선박용 부속품을 생산하는 데 사용되며, 가혹한 해수 환경에서도 뛰어난 내구성을 보장합니다.
스포츠 용품
다이캐스팅 공정을 통해 가볍고 튼튼한 자전거 부품, 피트니스 기구 부품, 내구성이 뛰어난 아웃도어 장비를 생산함으로써 다양한 스포츠 분야에서 제품의 수명을 연장합니다.
자주 묻는 질문
다이캐스팅에서 일반적으로 달성 가능한 최소 벽 두께는 얼마입니까?
다이캐스팅의 일반적인 최소 벽 두께는 사용되는 재료와 구체적인 다이캐스팅 공정에 따라 0.020~0.080인치(0.5~2.0mm) 범위입니다.
아연 압력 다이캐스팅은 알루미늄 및 황동과 비교했을 때 어떤 차이가 있나요?
아연 압력 다이캐스팅은 알루미늄이나 황동에 비해 녹는점이 낮고 생산 주기가 짧아, 더 얇은 벽면과 더 정교한 디테일을 구현할 수 있습니다.
핫 챔버 및 콜드 챔버 다이캐스팅의 주요 과제는 무엇인가요?
핫 챔버 방식의 문제점으로는 낮은 녹는점으로 인한 소재 제한이 있는 반면, 콜드 챔버 방식의 문제점으로는 사이클 시간이 길고 기계 구조가 더 복잡하다는 점이 있습니다.
알루미늄 중력 주조는 압력 주조와 어떻게 다른가요?
중력 다이캐스팅은 일반적으로 기공이 적고 기계적 특성이 우수하지만, 압력 다이캐스팅에 비해 생산 속도가 느릴 수 있으며 복잡한 형상의 가공에는 덜 적합할 수 있습니다.
고정밀 다이캐스팅의 일반적인 용도는 무엇인가요?
일반적인 용도로는 엔진 부품, 의료 기기 하우징, 전자 커넥터, 항공우주 부품 및 정밀 공구 등이 있습니다.
스테인리스강 다이캐스팅에는 일반적으로 어떤 합금이 사용되나요?
일반적인 합금으로는 304, 316, 17-4 PH 등이 있으며, 이들은 각각의 특정 기계적 특성과 내식성을 고려하여 선정됩니다.
CQS 정밀 다이캐스팅에서는 일반적으로 어떤 품질 기준을 따르고 있나요?
CQS 정밀 다이캐스팅 공정에서는 최고 수준의 품질과 일관성을 보장하기 위해 ISO 9001, IATF 16949(자동차용), AS9100(항공우주용)과 같은 품질 표준을 주로 준수합니다.
솔트 코어 다이캐스팅은 어떻게 이루어지나요?
이 공정은 미리 성형된 소금 코어를 다이캐스팅 금형 내부에 배치하는 것으로 시작됩니다. 다음으로, 소금 코어가 들어 있는 금형에 용융 금속을 주입합니다. 금속이 응고된 후, 물이나 적절한 용매를 사용하여 소금 코어를 용해시키면, 금속 부품 내부에 중공 구조나 복잡한 구조가 남게 됩니다.