Servizio di lavorazione EDM
- Siamo un fornitore leader di servizi di EDM (lavorazione a scarica elettrica).
- Il nostro processo EDM garantisce una precisione eccezionale per pezzi complessi e geometrie articolate, riducendo la necessità di lavorazioni di finitura secondarie.
- Eletroerosione a filo / a tuffo / a foratura
- Controlli multiasse
- Lavori su materiali induriti e conduttivi
- Elevata precisione e tolleranze ristrette
- Eccellente finitura superficiale
- Fornire soluzioni EDM personalizzate
1. Configurazione
Un elettrodo (solitamente realizzato in rame, grafite o tungsteno) e un pezzo da lavorare vengono immersi in un fluido dielettrico, spesso acqua deionizzata o olio. I sistemi di controllo CNC guidano il movimento dell'elettrodo affinché segua la forma desiderata.
2. Generazione di scintille
Tra l'elettrodo dell'utensile e il pezzo da lavorare viene generata una scarica elettrica controllata (scintilla), che produce un calore intenso (8.000-12.000 °C).
3. Asportazione di materiale
Il calore generato dalle scintille vaporizza una piccola porzione del materiale del pezzo nel punto di contatto delle scintille. Il materiale asportato viene trasportato via dal fluido dielettrico.
4. Ripetizione
Ogni secondo vengono generate migliaia di scintille, che erodono gradualmente il materiale fino a conferirgli la forma desiderata.
5. Risultato finale
Questo metodo consente di ottenere tagli estremamente precisi e di alta precisione, anche su materiali come l'acciaio temprato, il titanio e le superleghe.
Panoramica sul nostro processo di lavorazione con macchine a elettroerosione (EDM)
Le nostre opzioni di lavorazione con macchine a controllo numerico (CNC)

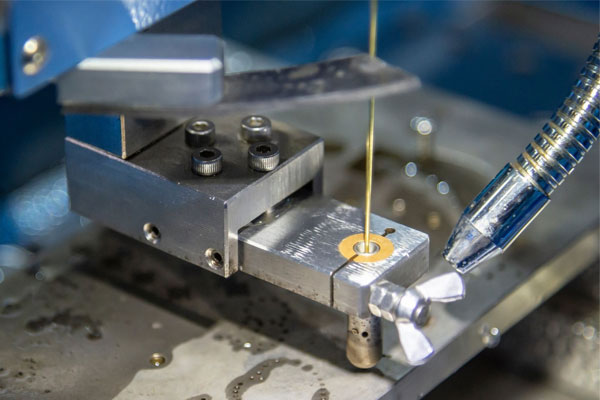
Eletroerosione a filo
- Utilizza un sottile filo di ottone caricato elettricamente per tagliare i materiali generando scintille elettriche tra il filo e il pezzo da lavorare.
- È in grado di tagliare materiali duri come l'acciaio per utensili, il titanio e il carburo di tungsteno.
- Tolleranza compresa tra ±0,001" (0,025 mm) e ±0,0005" (0,0127 mm).
- Ideale per il taglio di precisione di forme 2D.

Sinker EDM
- Si utilizza un elettrodo sagomato in rame o grafite per erodere il pezzo in una forma predefinita tramite scariche elettriche.
- Adatto a metalli duri come l'acciaio inossidabile, il carburo e le superleghe Inconel.
- Tolleranza compresa tra ±0,002" (0,05 mm) e ±0,0005" (0,0127 mm).
- Ideale per la creazione di geometrie 3D complesse e stampi.
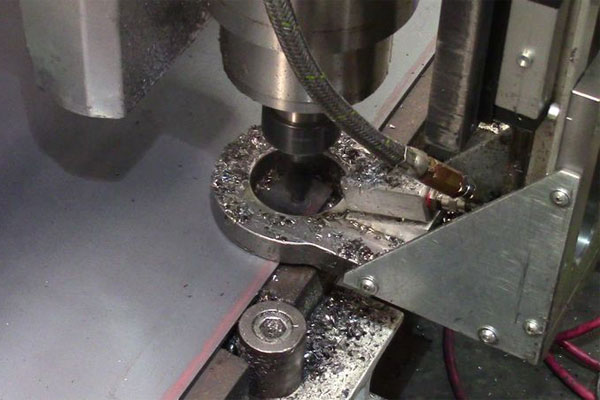
Foratura con elettroerosione (EDM)
- Utilizza un tubicino elettrodo di piccole dimensioni e a rotazione rapida per praticare fori profondi e di piccolo diametro con elevata precisione in materiali conduttivi duri.
- È in grado di forare materiali troppo duri per la foratura convenzionale.
- Tolleranza compresa tra ±0,001" (0,025 mm) e ±0,002" (0,0508 mm).
- Estremamente veloce per forature precise di fori piccoli e profondi.
Materiali per l'elettroerosione
I materiali adatti alla lavorazione con elettroerosione possono essere suddivisi, in linea di massima, in metalli duri, metalli conduttori e altri, ciascuna di queste categorie comprendendo materiali specifici con proprietà uniche.
Metalli duri

Metalli conduttivi

Non metalli
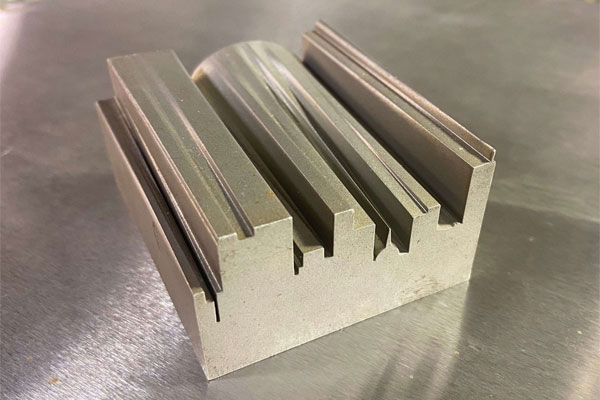
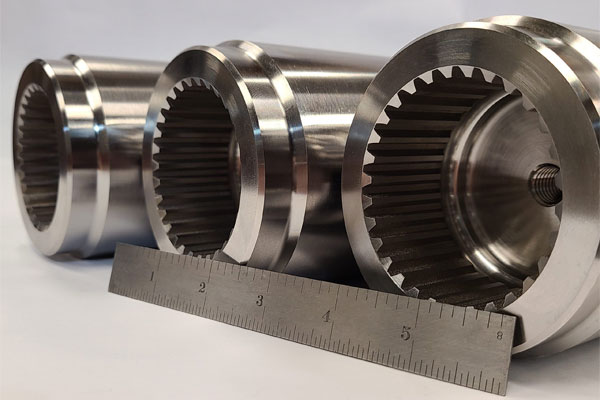
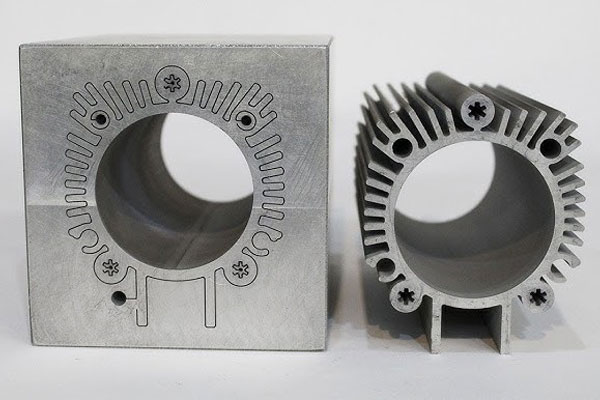
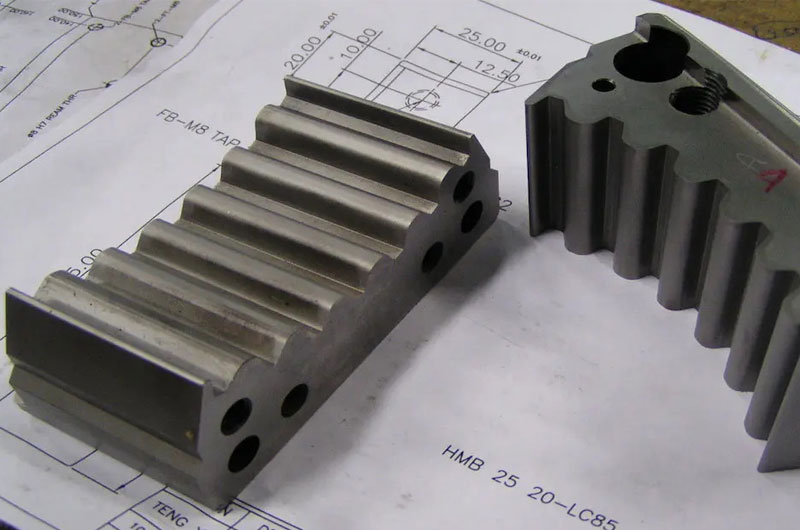
I nostri progetti EDM