Produttore di pezzi pressofusi in rame
- Il nostro processo di pressofusione del rame consente la produzione di componenti in rame di grandi dimensioni e ad alta precisione, indipendentemente dai limiti legati al materiale, alla geometria o allo spessore delle pareti.
- Questo metodo garantisce un'eccellente qualità della superficie, rendendo spesso superflui ulteriori processi di finitura.
- Elevata precisione e uniformità
- Metodi versatili di pressofusione
- Produzione a costi contenuti
- Finiture superficiali avanzate
- Personalizzazione e flessibilità
- Assistenza e servizi completi
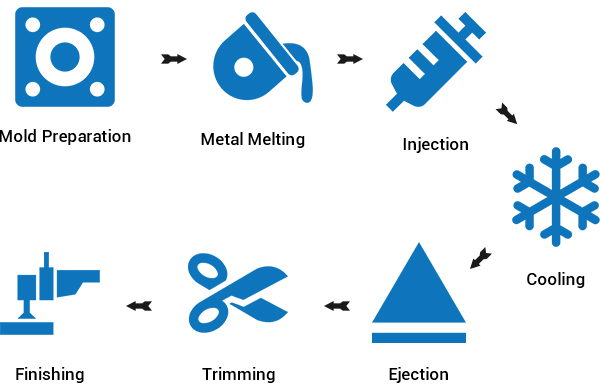
Processo di pressofusione del rame
Preparazione dello stampo
Progettare e realizzare lo stampo, preriscaldarlo a 200-300 °C, assicurandosi che sia correttamente allineato per garantire una fusione precisa e ridurre lo shock termico.
Fusione e iniezione
Fondere la lega di rame a 1.085 °C e iniettare il metallo fuso in uno stampo preriscaldato ad alta pressione (10-175 MPa) per ottenere una forma precisa.
Solidificazione ed espulsione
Lasciare raffreddare il pezzo fuso all'interno dello stampo, attendere che si solidifichi per 5-20 secondi, aprire lo stampo ed estrarre con cautela il pezzo fuso solidificato.
Rifinitura e finitura
Rimuovere il materiale in eccesso, levigare e lucidare fino a ottenere la finitura superficiale desiderata, quindi ispezionare il pezzo per individuare eventuali difetti, assicurando una precisione dimensionale compresa tra ±0,005 pollici.
Metodi di pressofusione del rame

Pressofusione ad alta pressione del rame
- Ideale per: forme complesse con tolleranze ristrette.
- Vantaggi: elevata precisione dimensionale, finitura superficiale liscia.
- Svantaggi: aumento delle spese relative alle attrezzature e ai costi operativi.

Pressofusione a bassa pressione del rame
- Ideale per: componenti strutturali che richiedono un’elevata resistenza.
- Vantaggi: maggiore controllo sul riempimento, porosità ridotta, proprietà meccaniche migliorate.
- Svantaggi: processo più lento rispetto ai metodi ad alta pressione.

Pressofusione a freddo in rame
- Ideale per: metalli con alto punto di fusione, pezzi precisi e complessi.
- Vantaggi: Adatto al rame; l’alta pressione consente di realizzare dettagli complessi.
- Svantaggi: tempi di ciclo più lunghi a causa del processo di colata.

Pressofusione a gravità del rame
- Ideale per: pezzi di grandi dimensioni e di forma semplice con buone proprietà meccaniche.
- Vantaggi: conveniente, adatto a dettagli meno complessi.
- Svantaggi: meno adatto alle forme complesse.

Pressofusione centrifuga del rame
- Ideale per: pezzi cilindrici come tubi e boccole.
- Vantaggi: componenti ad alta densità, struttura a grana fine, difetti minimi.
- Svantaggi: limitato alle forme cilindriche.

Pressofusione sotto vuoto del rame
- Ideale per: componenti di alta qualità che richiedono un numero minimo di difetti.
- Vantaggi: porosità notevolmente ridotta, maggiore densità e proprietà meccaniche superiori.
- Svantaggi: aumento dei costi relativi alle attrezzature e alla gestione.
Tipi di leghe di rame disponibili
Ottone (leghe di rame e zinco)
- Modelli: C36000, C37700.
- Composizione: Cu 60-63%, Zn 35-37%, Pb 2,5-3,7%.
- Caratteristiche: eccellente lavorabilità, resistenza moderata, buona resistenza alla corrosione.
- Applicazioni: raccordi idraulici, connettori elettrici, strumenti di precisione.

Bronzo (leghe di rame e stagno)
- Modelli: C93200, C95400.
- Composizione: Cu 81-85%, Sn 6,3-7,5%, Pb 6,0-8,0%.
- Caratteristiche: elevata resistenza all'usura, buona lavorabilità, eccellente capacità di carico.
- Applicazioni: cuscinetti, boccole, componenti di ingranaggi.

Rame-berillio (leghe di rame-berillio)
- Modelli: C17200, C17500.
- Composizione: Cu 97,9%, Be 1,8-2,0%, Co 0,2%.
- Caratteristiche: elevata resistenza e durezza, buona conduttività termica ed elettrica, non produce scintille.
- Applicazioni: componenti aerospaziali, utensili antiscintilla, connettori elettronici.
Bronzo al silicio (leghe di rame e silicio)
- Modelli: C65500, C64200.
- Composizione: Cu 96%, Si 2,8-3,8%, Mn 1,5%.
- Caratteristiche: eccellente resistenza alla corrosione, elevata resistenza meccanica, buona saldabilità.
- Applicazioni: accessori per imbarcazioni, impianti di trattamento chimico, componenti per pompe e valvole.

CuNi (leghe di rame-nichel)
- Modelli: C70600, C71500.
- Composizione: Cu 69,5-70,5%, Ni 29-30%, Fe 0,4-0,8%.
- Caratteristiche: eccellente resistenza alla corrosione in acqua di mare, buona resistenza meccanica e duttilità, resistenza al biofouling.
- Applicazioni: Ingegneria navale e offshore, scambiatori di calore, impianti di desalinizzazione.

Bronzo di alluminio (leghe di rame e alluminio)
- Modelli: C95400, C95500.
- Composizione: Cu 83,0-87,0%, Al 10,0-11,5%, Fe 3,0-5,0%.
- Caratteristiche: elevata resistenza meccanica e durezza, eccellente resistenza all'usura e alla corrosione, buona conducibilità termica.
- Applicazioni: cuscinetti per impieghi gravosi, piastre antiusura, eliche navali.
Vantaggi e svantaggi della pressofusione del rame
Pro
- Elevata precisione e uniformità.
- Parti di forma complessa realizzabili industrialmente.
- Produzione su larga scala.
- Metodo di produzione efficiente.
- Componenti robusti e resistenti.
- Adatto a diverse applicazioni industriali.
Contro
- Genera facilmente porosità.
- Breve durata dello stampo.
- Processo complesso.
- Flessibilità di progettazione limitata.
- Non adatto alla produzione su piccola scala.
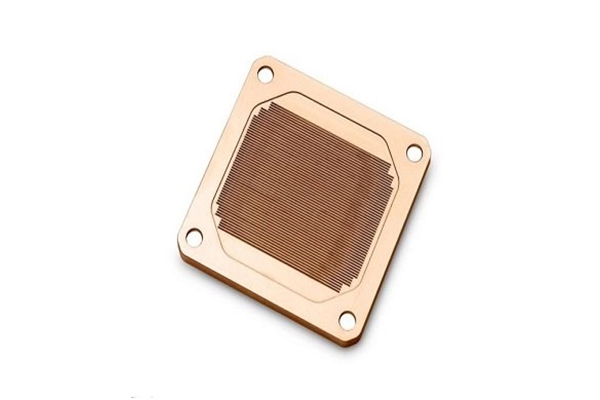
I nostri progetti di pressofusione del rame






Opzioni di trattamento superficiale
- Passivazione
- Sabbiatura
- Verniciatura a polvere
- Lucidatura
- Trattamento termico
- Placcatura
- Anodizzazione
- Rivestimento chimico di conversione
