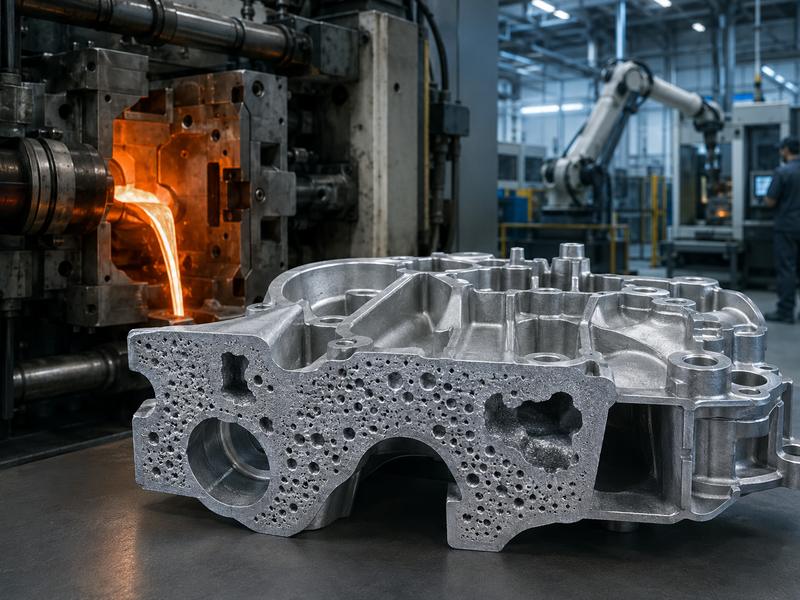
La porosità è un difetto comune nella pressofusione che si manifesta sotto forma di fori, vuoti, bolle o cavità all’interno o sulla superficie di un pezzo. Può essere visibile dopo la lavorazione meccanica oppure rilevata tramite raggi X, prove di pressione, prove di tenuta o prove distruttive.
La porosità può ridurre la resistenza, causare perdite, compromettere la finitura e ridurre la durata del pezzo, specialmente nei settori più esigenti.
Tra le cause più comuni figurano la presenza di gas intrappolato, il ritiro, una progettazione inadeguata dello stampo, impostazioni di processo errate, metallo contaminato, umidità e uno sfiato insufficiente. Per risolvere il problema è necessario innanzitutto identificarne il tipo e la causa principale.
Che cos’è la porosità nella pressofusione?
Nella pressofusione, il metallo fuso viene pompato rapidamente e sotto forte pressione nella cavità di uno stampo in acciaio. Il metallo riempie rapidamente la cavità e poi si solidifica assumendo la forma richiesta. Durante questo processo, aria, gas, vapore o cavità da ritiro possono rimanere intrappolati all’interno del metallo. Questi spazi intrappolati diventano porosità.
La porosità può presentarsi sotto forma di:
- Piccoli fori rotondi all’interno del pezzo fuso
- Cavità irregolari in prossimità di sezioni spesse
- Piccoli fori superficiali dopo la lucidatura o il rivestimento
- Perdite in parti a tenuta di pressione
- Vuoti esposti dopo la lavorazione CNC
- Vesciche dopo il trattamento termico o la placcatura
Una porosità di entità ridotta può essere accettabile per alcuni componenti non critici. Tuttavia, per i componenti strutturali, i componenti a tenuta di pressione, gli alloggiamenti elettrici, i componenti idraulici e i pezzi lavorati con precisione, una porosità eccessiva può causare gravi problemi di qualità.
Principali categorie di porosità nella pressofusione
Nella pressofusione si distinguono due forme principali di porosità: la porosità da gas e la porosità da ritiro. In molti casi reali di produzione, entrambi i tipi possono presentarsi contemporaneamente.
| Tipo di porosità | Causa principale | Aspetto tipico | Posizione tipica |
| Porosità da gas | Aria, gas, vapore o lubrificante intrappolati nel metallo fuso | Fori lisci e rotondi | Aree casuali, vicino alla superficie, pareti sottili |
| Porosità da ritiro | Il metallo si contrae durante la solidificazione senza un’alimentazione sufficiente | Cavità irregolari e ruvide | Sezioni spesse, punti caldi, angoli interni |
| Porosità legata al flusso | Il flusso turbolento del metallo intrappola l’aria | Piccole cavità miste | In prossimità di punti di colata, canali di colata, caratteristiche complesse |
| Porosità superficiale | Gas o contaminanti in prossimità della superficie | Punti di porosità o piccole cavità | Superfici lavorate o lucidate |
| Porosità da perdita | Vuoti interni collegati | Potrebbero non essere visibili dall’esterno | Parti a tenuta di pressione o che trasportano fluidi |
Comprendere il tipo di porosità è il primo passo per trovare la soluzione giusta. La porosità da gas e quella da ritiro hanno cause diverse, quindi richiedono anche azioni correttive diverse.
Aria intrappolata durante la pressofusione
Una delle principali cause di porosità nella pressofusione è l’aria intrappolata. Durante il processo di pressofusione ad alta pressione, il metallo liquido si riversa nella cavità dello stampo a grande velocità. Se il flusso del metallo è troppo turbolento, può ripiegarsi su se stesso e intrappolare aria all’interno del pezzo fuso.
Ciò accade spesso quando il sistema di colata è progettato in modo inadeguato o quando la velocità di iniezione è troppo elevata. Anziché riempire la cavità in modo uniforme, il metallo schizza, spruzza o crea onde. Questi modelli di flusso instabili intrappolano l’aria e formano sacche di gas dopo la solidificazione.
I segni più comuni della presenza di aria intrappolata includono piccoli fori rotondi, porosità sparse e difetti in prossimità della zona di colata o nelle sezioni con pareti sottili.
Come ridurre l’aria intrappolata
- Migliorare la progettazione del canale di colata e dei canali di alimentazione
- Utilizzare un’adeguata simulazione di riempimento prima della realizzazione dello stampo
- Regolare la velocità e la pressione di iniezione
- Evitare un’eccessiva turbolenza del metallo
- Migliorare lo sfiato alla fine del percorso di riempimento
- Utilizzare la pressofusione assistita dal vuoto per i pezzi più complessi
Sfiato dello stampo inadeguato
La ventilazione dello stampo è fondamentale nella pressofusione. Quando il metallo fuso riempie la cavità dello stampo, l’aria all’interno della cavità deve fuoriuscire rapidamente. Se il sistema di ventilazione è troppo piccolo, ostruito, posizionato male o non sottoposto a una corretta manutenzione, l’aria rimane intrappolata all’interno del metallo.
Una ventilazione inadeguata causa spesso porosità da gas, difetti di saldatura, riempimento incompleto e difetti superficiali. Questo problema è particolarmente comune nei pezzi complessi con pareti sottili, nervature profonde, cavità chiuse o percorsi di flusso lunghi.
| Problema di sfiato | Possibile risultato |
| I fori di sfiato sono troppo piccoli | L’aria non riesce a fuoriuscire abbastanza rapidamente |
| I fori di sfiato sono in posizione errata | Il gas rimane intrappolato nelle zone morte |
| Le prese d’aria sono ostruite | Maggiore porosità del gas |
| Mancanza di un sistema di sfioro | Gli ossidi e il gas rimangono all’interno del pezzo fuso |
| Scarsa manutenzione dello stampo | Lo sfiato peggiora col passare del tempo |
È necessario considerare un buon sistema di sfiato già in fase di progettazione dello stampo, non solo dopo la comparsa dei difetti. I pozzetti di sfioro, i canali di vuoto e adeguati sfiati sulla linea di divisione possono migliorare notevolmente la qualità del getto.
Gas derivante da lubrificanti e agenti distaccanti
La pressofusione richiede l’uso di lubrificanti e agenti distaccanti per facilitare l’estrazione del pezzo dallo stampo e proteggere la superficie dello stesso. Tuttavia, se viene spruzzata una quantità eccessiva di lubrificante, o se questo non evapora correttamente prima dell’iniezione, può generarsi gas a contatto con il metallo fuso.
Questo gas può rimanere intrappolato all’interno del pezzo fuso e causare porosità. Un’eccessiva spruzzatura dello stampo può inoltre raffreddare lo stampo in modo non uniforme, creando altri difetti quali chiusure a freddo, segni di flusso e finitura superficiale scadente.
Cause comuni legate ai lubrificanti
- Quantità eccessiva di agente distaccante
- Distribuzione non uniforme del lubrificante
- Distribuzione non uniforme del lubrificante
- Tempo di asciugatura insufficiente
- Bassa temperatura dello stampo dopo la spruzzatura
- Lubrificante contaminato o non corretto
Per ridurre questo problema, i produttori dovrebbero ottimizzare il volume di spruzzatura, l’angolo di spruzzatura, il tempo di soffiaggio dell’aria e la temperatura dello stampo. I sistemi di spruzzatura automatizzati possono inoltre migliorare l’uniformità rispetto alla spruzzatura manuale.
Umidità nella materia prima o negli stampi
L’umidità è un’altra causa comune di porosità da gas. Quando l’acqua o l’umidità entrano in contatto con il metallo fuso, si trasformano istantaneamente in vapore. Questo vapore può creare bolle all’interno del pezzo fuso.
L’umidità può provenire da scarti bagnati, lingotti di lega umidi, condizioni di stoccaggio umide, siviere bagnate o utensili non adeguatamente asciugati. Anche una piccola quantità di umidità può causare porosità, specialmente nella pressofusione di alluminio e magnesio.
Fonti comuni di umidità
- Metallo riciclato umido
- Ambiente di stoccaggio umido
- Umidità su utensili o siviere
- Lubrificante a base acquosa non completamente evaporato
- Condensa sugli stampi freddi
- Gestione inadeguata del materiale
Una corretta essiccazione, un adeguato preriscaldamento e un controllo accurato dello stoccaggio sono fondamentali per ridurre la porosità legata all’umidità.
Idrogeno gassoso nell’alluminio fuso
Nella pressofusione dell’alluminio, l’idrogeno gassoso è una delle principali cause di porosità. L’alluminio fuso può assorbire idrogeno dall’umidità, dall’olio, dall’atmosfera del forno o da materiali contaminati. Quando il metallo si solidifica, la solubilità dell’idrogeno diminuisce, portando alla formazione di bolle di gas all’interno del pezzo fuso.
La porosità da idrogeno si presenta spesso sotto forma di piccoli fori rotondi. Può diventare più visibile dopo la lavorazione meccanica, la lucidatura o il trattamento termico.
Come controllare la porosità da idrogeno
- Utilizzare materie prime pulite e asciutte
- Evitare un’eccessiva rifusione degli scarti
- Controllare l’atmosfera del forno
- Utilizzare metodi di degassificazione adeguati
- Mantenere puliti e asciutti gli strumenti di fusione
- Evitare il surriscaldamento del metallo fuso
- Ridurre il contatto tra il metallo fuso e l’umidità
Sebbene la pressofusione ad alta pressione disponga solitamente di un tempo limitato per il degassamento completo rispetto ad altri metodi di fusione, una buona pratica di fusione contribuisce comunque a ridurre i difetti legati ai gas.
Ritiro durante la solidificazione
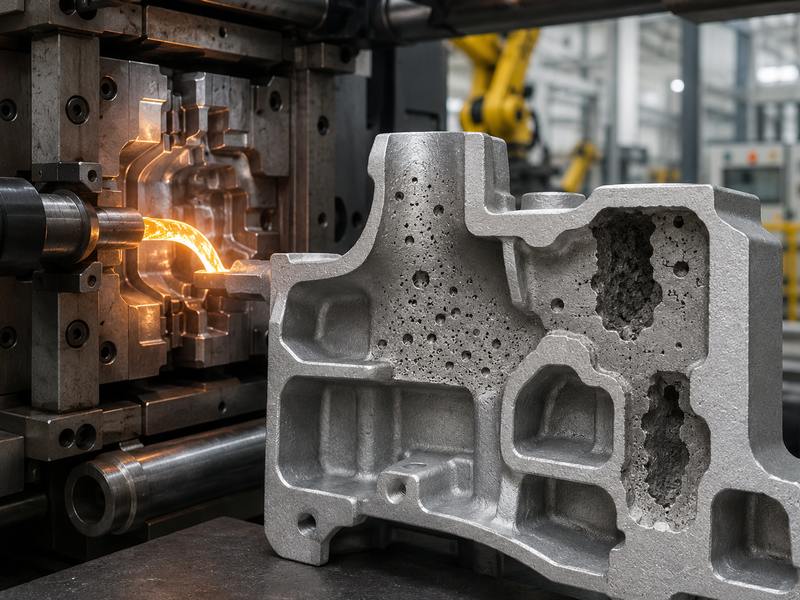
La porosità da ritiro si verifica perché il metallo si contrae mentre si raffredda e si solidifica. Se il progetto del pezzo fuso presenta sezioni spesse, punti caldi o spessori di parete irregolari, alcune aree si solidificano più tardi rispetto ad altre. Quando il metallo liquido non riesce ad alimentare queste aree durante la solidificazione, si formano cavità interne.
La porosità da ritiro presenta solitamente un aspetto più irregolare e ruvido rispetto alla porosità da gas. Si manifesta spesso in sezioni spesse, sporgenze, nervature, intersezioni e pareti spesse.
| Caratteristica progettuale | Rischio di porosità |
| Pareti spesse | Elevato rischio di porosità da ritiro |
| Variazioni improvvise dello spessore delle pareti | Punti caldi e raffreddamento non uniforme |
| Sporgenze di grandi dimensioni | Vuoti interni |
| Nervature spesse | Ritiro localizzato |
| Progettazione inadeguata dei raggi | Problemi di sollecitazione e solidificazione |
| Cavità cieche profonde | Aria intrappolata e riempimento insufficiente |
Una buona progettazione del pezzo è essenziale per ridurre la porosità da ritiro. Uno spessore uniforme delle pareti, raggi adeguati, nervature ottimizzate e una corretta posizione del punto di colata possono aiutare il metallo a solidificarsi in modo più uniforme.
Progettazione inadeguata di punti di iniezione e canali di colata
Il sistema di iniezione regola l’ingresso del metallo fuso nella cavità dello stampo. Se la progettazione del punto di iniezione e dei canali di colata è inadeguata, il metallo potrebbe riempire lo stampo in modo non uniforme, intrappolare aria, creare turbolenze o solidificarsi troppo presto.
Un punto di colata sottodimensionato può causare un getto ad alta velocità e turbolenze. Un punto di colata troppo grande può comportare uno scarso controllo della pressione e tempi di solidificazione più lunghi. Una posizione errata del punto di colata può costringere il metallo a scorrere attorno a caratteristiche geometriche complesse, intrappolando aria nelle aree cieche.
Problemi di progettazione del punto di colata che causano porosità
- Canale di colata posizionato in modo errato
- Canale di colata troppo lungo o troppo stretto
- Riempimento sbilanciato delle cavità multiple
- Curve strette nel sistema di colata
- Posizionamento inadeguato dello sfioratore
- Velocità di iniezione eccessiva attraverso punti di iniezione piccoli
- Percorso di scorrimento del metallo troppo lungo o troppo complesso
La simulazione della pressofusione può aiutare a prevedere il comportamento del flusso, l’intrappolamento d’aria e la distribuzione della temperatura prima della produzione dello stampo.
Velocità e pressione di iniezione errate
La velocità e la pressione di iniezione influenzano direttamente la porosità. Se la velocità di iniezione è troppo bassa, il metallo potrebbe raffreddarsi prima di riempire la cavità, causando difetti di saldatura e riempimento incompleto. Se la velocità di iniezione è troppo elevata, potrebbero aumentare la turbolenza e l’intrappolamento d’aria.
Anche la pressione è importante. Una pressione di intensificazione insufficiente potrebbe non riuscire a compattare adeguatamente il metallo durante la solidificazione. Ciò può portare a porosità da ritiro e a una densità insufficiente.
| Parametro di processo | Troppo bassa | Troppo alta |
| Velocità di iniezione | Chiusure a freddo, riempimento incompleto | Turbolenza, intrappolamento d’aria |
| Pressione di iniezione | Compattazione insufficiente, ritiro | Bavure, usura dello stampo, turbolenza |
| Temperatura del metallo | Scarsa fluidità, difetti di saldatura a freddo | Maggiore assorbimento di gas, danni allo stampo |
| Temperatura dello stampo | Riempimento insufficiente, difetti da freddo | Solidificazione più lunga, ritiro |
È importante un controllo stabile del processo. Le moderne macchine per pressofusione spesso monitorano la velocità di iniezione, la curva di pressione, il tempo di riempimento e la pressione di intensificazione per migliorare la ripetibilità.
Temperatura del metallo inadeguata
La temperatura del metallo ha un effetto determinante sulla porosità. Se il metallo fuso è troppo freddo, potrebbe non scorrere uniformemente nelle sezioni sottili, causando chiusure a freddo e difetti legati al flusso. Se il metallo è troppo caldo, potrebbe assorbire più gas, aumentare la saldatura dello stampo, danneggiare lo stampo e aumentare il rischio di ritiro.
La corretta temperatura di colata o di iniezione dipende dalla lega, dalla geometria del pezzo, dallo spessore delle pareti e dal design dello stampo. I produttori dovrebbero evitare di affidarsi a supposizioni e utilizzare invece intervalli di processo controllati.
Per la pressofusione del rame, il controllo della temperatura è ancora più critico poiché le leghe di rame hanno punti di fusione più elevati rispetto all’alluminio e allo zinco. Un controllo inadeguato della temperatura può portare rapidamente all’usura dello stampo, a un riempimento insufficiente o a difetti interni.
Controllo inadeguato della temperatura dello stampo
La temperatura deve essere stabile ed equilibrata. Se alcune aree dello stampo sono troppo fredde, il metallo potrebbe solidificarsi troppo presto. Se alcune aree sono troppo calde, in quei punti caldi potrebbero svilupparsi porosità da ritiro.
Nelle zone caratterizzate da variazioni dello spessore delle pareti o da strutture geometriche complesse, si verificano spesso squilibri termici. In assenza di adeguati canali di raffreddamento, perni termici o sistemi di controllo della temperatura dello stampo, alcune sezioni potrebbero solidificarsi molto più tardi rispetto ad altre.
Metodi di controllo della temperatura dello stampo
- Canali di raffreddamento
- Perni termici
- Regolatori di temperatura dello stampo
- Monitoraggio della temperatura a infrarossi
- Raffreddamento a spruzzo bilanciato
- Manutenzione regolare dello stampo
- Mappatura della temperatura dello stampo
Un buon equilibrio termico dello stampo contribuisce a ridurre sia la porosità da gas che quella da ritiro.
Metallo contaminato
Anche il metallo contaminato può causare porosità. Ossidi, scorie, sporco, olio, vernice e altre impurità possono entrare nel metallo fuso e rimanere intrappolati all’interno del pezzo fuso. I rottami riciclati possono ridurre i costi, ma devono essere puliti e controllati.
La contaminazione può inoltre causare inclusioni, punti deboli, finiture superficiali scadenti e problemi di lavorazione. Nei casi più gravi, i contaminanti possono ostruire i canali di flusso o creare percorsi di perdita interni.
Fonti comuni di contaminazione
- Rottami metallici sporchi
- Pellicole di ossido
- Scorie derivanti dalla fusione
- Olio o vernice sui materiali riciclati
- Pulizia inadeguata del forno
- Miscelazione errata delle leghe
- Pratiche di spumatura inadeguate
La pulizia del metallo deve essere controllata attraverso un’adeguata selezione dei materiali, le procedure di fusione, la scrematura, la filtrazione e la manutenzione del forno.
Progettazione inadeguata del pezzo
Anche con una buona macchina e uno stampo di qualità, una progettazione inadeguata dei pezzi può comunque causare porosità. La pressofusione funziona al meglio quando il pezzo presenta uno spessore delle pareti uniforme, transizioni lisce, angoli di sformo adeguati e nervature e sporgenze ben progettate.
I pezzi con sezioni spesse, cavità profonde, aree isolate di maggiore spessore o angoli interni acuti sono più soggetti a sviluppare porosità da ritiro e gas intrappolato.
Suggerimenti di progettazione per ridurre la porosità
- Mantenere lo spessore delle pareti il più uniforme possibile
- Evitare sezioni spesse isolate di grandi dimensioni
- Utilizzare nervature anziché pareti massicce e solide
- Aggiungere raggi di curvatura agli angoli
- Evitare cavità cieche profonde
- Progettare in modo da garantire un flusso regolare del metallo
- Valutare attentamente il margine di lavorazione
- Evitare di collocare superfici di lavorazione critiche in aree ad alto rischio di porosità
La progettazione orientata alla producibilità dovrebbe essere effettuata prima della produzione dello stampo. Una volta realizzato lo stampo, risolvere il problema della porosità diventa più costoso.
Come identificare la causa della porosità
Individuare la porosità è facile, ma individuarne la causa reale richiede un’analisi. Lo stesso pezzo può presentare diverse cause possibili, pertanto i produttori dovrebbero combinare i dati di ispezione con i registri di processo.
| Metodo di ispezione | Cosa aiuta a identificare |
| Ispezione visiva | Piccoli fori superficiali e porosità a vista |
| Controllo della lavorazione CNC | Porosità interne in prossimità delle superfici lavorate |
| Ispezione a raggi X | Vuoti interni nascosti |
| Prove di pressione | Perdite causate da porosità collegate |
| Taglio trasversale | Forma e posizione della porosità |
| Analisi dei dati di processo | Variazioni di velocità, pressione e temperatura |
| Simulazione del flusso nello stampo | Intrappolamento d’aria e previsione dei punti caldi |
| Analisi metallografica | Buchi da gas, ritiro, inclusioni e microdifetti |
Una cavità rotonda e liscia di solito indica porosità da gas. Una cavità irregolare e ruvida spesso indica porosità da ritiro. La porosità vicino alla superficie può essere correlata a gas intrappolato o lubrificante. La porosità nelle sezioni spesse è più probabilmente correlata al ritiro.
Soluzioni pratiche per ridurre la porosità
La porosità non può sempre essere eliminata completamente, ma può essere controllata e ridotta attraverso una progettazione, un’attrezzatura, un controllo di processo e un’ispezione migliori.
Strategie efficaci per ridurre la porosità
- Ottimizzare la progettazione dei pezzi per garantire uno spessore uniforme delle pareti
- Migliorare la progettazione del punto di iniezione e del canale di colata
- Aggiungere adeguati sfiati e canali di sfioro
- Utilizzare la pressofusione sotto vuoto per i componenti essenziali
- Controllare la velocità e la pressione di iniezione
- Mantenere stabile la temperatura del metallo
- Bilanciare la temperatura dello stampo
- Ridurre l’uso eccessivo di distaccante
- Mantenere le materie prime pulite e asciutte
- Utilizzare prove a raggi X o prove di pressione per i componenti critici
- Migliorare la manutenzione dello stampo e la pulizia dei fori di sfiato
- Utilizzare la simulazione prima della produzione degli stampi
Tabella di risoluzione dei problemi relativi alla porosità
| Problema riscontrato | Possibile causa | Azione consigliata |
| Piccoli fori circolari | Aria o gas intrappolato | Migliorare lo sfiato, ridurre la turbolenza, controllare il lubrificante |
| Cavità interne irregolari | Ritiro | Migliorare l’alimentazione, ridurre i punti caldi, regolare il design del punto di iniezione |
| Punti porosi dopo la lucidatura | Porosità superficiale da gas | Migliorare lo spruzzo dello stampo, lo sfiato e la pulizia del metallo |
| Perdite durante la prova di pressione | Porosità interconnessa | Utilizzare la colata sotto vuoto, migliorare la pressione di compattazione |
| Porosità in prossimità di zone spesse | Ritiro da solidificazione | Modificare il progetto del pezzo o il sistema di raffreddamento |
| Porosità in prossimità del canale di colata | Riempimento turbolento | Regolare le dimensioni del punto di colata, la velocità e il design del canale di colata |
| Bolle dopo la placcatura | Gas intrappolato in prossimità della superficie | Migliorare i parametri di pulizia, degassificazione e colata |
| Porosità dopo la lavorazione meccanica | Vuoti interni esposti | Regolare il margine di lavorazione e il processo di fusione |
È possibile eliminare completamente la porosità?
In molti pezzi pressofusi, può risultare difficile eliminare completamente la porosità interna molto ridotta, poiché la pressofusione ad alta pressione è un processo rapido. Tuttavia, la porosità può essere controllata per soddisfare i requisiti funzionali.
Per i pezzi decorativi non critici, una piccola porosità interna può essere accettabile se non influisce sull’aspetto o sulla lavorazione. Per i componenti a tenuta di pressione, le parti strutturali, gli alloggiamenti elettrici e i componenti relativi alla sicurezza, è necessario un controllo più rigoroso.
La chiave sta nel definire chiaramente gli standard di qualità prima della produzione. È importante che gli acquirenti specificino in dettaglio le tolleranze, i requisiti di tenuta, le aree di lavorazione, le esigenze di finitura superficiale e gli standard di ispezione.
Perché il controllo della porosità è importante per gli acquirenti
Per gli acquirenti, il controllo della porosità è importante perché incide direttamente sulle prestazioni del prodotto e sull’affidabilità a lungo termine. Un componente può sembrare in ordine all’esterno ma presentare comunque difetti interni. Se la porosità si manifesta dopo la lavorazione o durante l’assemblaggio, può aumentare i costi degli scarti, ritardare la consegna e causare reclami da parte dei clienti.
Gli acquirenti dovrebbero discutere i requisiti relativi alla porosità con il fornitore prima della progettazione dello stampo. Tra i dettagli importanti figurano:
- Applicazione del componente
- Requisiti di pressione o tenuta
- Superfici lavorate
- Requisiti di finitura superficiale
- Requisiti di resistenza meccanica
- Norme di collaudo
- Quantità d’ordine annuale
- Grado del materiale
- Condizioni di assemblaggio
Un produttore affidabile di pressofusioni non dovrebbe limitarsi a produrre componenti, ma dovrebbe anche fornire consulenza progettuale, ottimizzazione degli stampi, controllo di processo, ispezione e soluzioni di miglioramento.
La porosità nella pressofusione è causata principalmente da gas intrappolato, sfiato inadeguato, ritiro, impostazioni di processo errate, metallo contaminato, umidità, temperatura dello stampo instabile o progettazione inadeguata del componente.
Per ridurre la porosità sono necessari una progettazione adeguata, una struttura dello stampo appropriata, il controllo del materiale, la temperatura dello stampo, la velocità di iniezione, la pressione, lo sfiato e l’ispezione. Per i componenti complessi, la simulazione, la pressofusione sotto vuoto, i controlli a raggi X e il monitoraggio del processo contribuiscono a migliorare la qualità.